Summary
Project B05 is tasked with quantitatively capturing the generic relationship between damage and performance using methods of Integrated Computational Materials Engineering (ICME), along with the associated processes and microstructures. This entails providing computer-assisted approaches to design materials and processes for component applications.
To facilitate the micro-mechanical simulations, which constitute the central element of project B05, a novel generator for statistical Representative Volume Elements (sRVE) was developed during the 1st funding period. This generator incorporates a machine learning-based algorithm for generating synthetic statistical input data. It accurately reconstructs all components of the microstructure that are relevant for the initiation, evolution, and accumulation of damage, as well as their interdependencies. Through proprietary metallographic investigations and data from project B02 and B03, it was determined that the morphology of the microstructure, as well as voids and banded structures (such as martensite bands in DP800 and perlite lines in 16MnCrS5), are particularly crucial to replicate. Thus, the developed sRVE generator in conjunction with suitable simulation models serves as a flexible and powerful tool to describe and track the damage initiation and evolution in various forming processes and in the subsequent component use micromechanically.
With the subsequent aim of investigating the relationships between microstructure and damage properties in the forming process, methods were developed during the 2nd funding period to derive microstructural criteria for enhancing the performance of formed components. To achieve this, the martensite bands present in DP800 were quantified using a supervised object detection algorithm based on neural networks. Subsequently, the influence of these bands on damage initiation in DP800 was examined using a sRVE simulation approach. The simulations revealed that the presence of martensite bands shifts the damage initiation in DP800 to an earlier point during the forming operation (in this case, a smaller bending angle). In addition, a parameter study of the phase properties of the martensite showed that the expected negative influence of the martensite bands is intensified by a high phase contrast. This could also be quantified with the presented approach, which is very difficult to do experimentally. Another core element is a newly developed Active Learning approach based on Bayesian Optimization. The microstructure design is conducted in two stages: In the first stage microstructural features are optimized within predefined boundaries to explore the potential enhancement in damage tolerance. Building upon this, a Gaussian Process Regression (GPR) model, trained with data generated during optimization, quantifies the influences of microstructural components. Subsequently, design criteria were derived. In the case of DP800, it was demonstrated that the morphology of martensite, including grain size, grain elongation, and martensite bands together with the phase fraction, is the key determinant for damage-tolerant material design.
As the current concept only derives design criteria for damage-tolerant microstructures without considering the associated process strategies, the 3rd funding period focuses on integrating and generalizing the developed methods towards a forward and backward analysis of the entire process chain, from the material state after hot rolling to component deployment. In a first step, the sRVE generator is expanded to enable the generation of sRVE for DP800 directly from the input of cold rolling and heat treatment process parameters. This involves collaborating with project A04 to train a generative machine learning model using microstructure data from combined cold rolling and annealing experiments from project A04, augmented with data on existing damage states from project B02. Subsequently, the Bayesian Optimization algorithm is extended to identify promising process windows that lead to increased performance after forming. Simulations of forming and component deployment are carried out using the sRVE from the modified generator. Resistance to fatigue under constant and variable loads is used as a measure of performance, for which the previously employed concepts of microstructure-sensitive fatigue modeling are extended to account for variable load amplitudes.
These efforts collectively enable a direct linkage between the performance of formed components and the process strategies, creating a continuous mapping of the Process-Structure-Properties-Performance (P-S-P-P) chain at the level of micro-mechanical simulations.
To achieve these goals, project B05 is extensively interconnected within the Collaborative Research Center. There is strong collaboration with project A04, which investigates the microstructure and damage states arising during cold rolling and subsequent heat treatment and prepares them for RVE generation. Furthermore, through additional cooperation with the projects B06 and A08 (initial state of the material before cold rolling), A05 (macroscopic description of sheet metal forming) and C04 (micromechanical model and fatigue indicator parameters) the entire sheet metal route to performance is mapped microscopically and macroscopically, both experimentally and numerically.
Project progress to date
Void growth under complex loading conditions (WP’s: 1 + 2)
The sRVE simulations underpin computer-aided microstructure design through ICME approaches, particularly for specific application contexts. Utilizing the DAMASK open-source framework [Rot19] in the second funding period, an initial simulation approach was established to couple macroscopic FEM simulations of forming processes with microscopic CP-FFT simulations of sRVE.
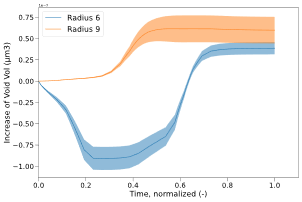
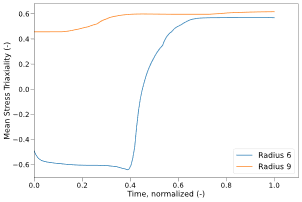
Fig. 1: Change of an initial void‚ configuration during deep drawing with different drawing die ‚radii, plotted over the simulation time. The solid line shows the mean value, the shaded area the 95% confidence interval // Fig. 2: Mean stress triaxiality during deep drawing with different drawing die radii, plotted over the simulation time.
This entailed extracting deformation gradients from the simulation for specific elements in highly stressed zones, thereby imposing boundary conditions on DAMASK CP-FFT simulations. Macroscopic damage models, which are used to simulate various bulk or sheet metal forming processes [*Mül24], are used to identify critical areas in the macroscopic simulations. Employing this multi-scale framework, the growth of pre-existing voids in diverse loading paths was calculable. Fig. 1 and Fig. 2 depict void volume and stress triaxiality changes during deep drawing with radii of 6 and 9mm (both yielding a U-profile), plotted over the simulation time. Notably, a 46% average increase in void volume occurred at a radius of 9mm compared to a radius of 6mm. This can be explained by the fact that at a drawing ring radius of 6mm there is a change from compression to tensile forming (indicated by the negative stress triaxiality at the beginning of the load path), whereby voids that already exist are first compressed before they are opened again in the tensile forming area. However, these simulations lack consideration for new void nucleation, curtailing result significance and validation ease. Hence, subsequent investigations in the second funding period predominantly centered on damage initiation in DP800 and interaction between ductile damage and cyclic loading in 16MnCrS5.
Integrated analysis and quantification of the influence of martensitic banded structures (WP’s: 1 + 2 + 5)
The principal objective of the second funding phase was the computer-aided identification of highly damage-tolerant microstructures for specific application scenarios. As the second funding period required the creation of a simulation model for project C04 that encompasses mechanisms of damage initiation and development, including martensite fracture leading to void growth, Project B05 focused on the development of damage-tolerant microstructures at the outset. Specifically, the emphasis was on damage initiation, particularly martensite crack formation in DP800. Further investigations of the damage mechanisms under complex load paths are currently carried out in collaboration with project C04 and will be finished at the end of the second funding period. The consideration of the damage initiation was assessed through damage indicators in the post-processing after the simulation (e.g. a threshold value for the principle stress of martensite, indicating martensite cracking). This allows for statistical analysis due to reduced computational time. A key advantage of the used sRVE simulations lies in virtually quantifying the influence of individual microstructural constituents independently from the others.
  |
|
|
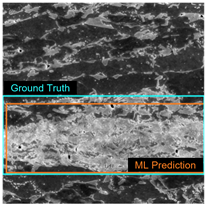
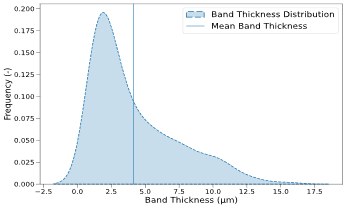
Fig. 3: Detected martensite band in DP800 SEM Inlens image (left) - band thicknesses of martensite calculated from it [*Feh23] |
|
Early in the second funding phase, significant attention was devoted to quantifying the impact of martensite bands on damage initiation. In a previous study, the pronounced damage in DP800 was already attributed to the martensite bands [*Püt20]. To achieve this, martensite bands in DP800 were initially detected in SEM-Inlens (from project B02) images by a machine learning (ML) algorithm [*Feh23]. This was essential to distinctly represent martensite in the sRVE, both as islands and bands. A Faster R-CNN-based object detection model was employed to identify the martensite bands, trained on manually labeled SEM images. This pre-trained model architecture facilitated accurate outcomes with relatively smaller data, which is a key advantage while dealing with experimental data which is often limited [*Feh23]. An exemplary detected martensite band and the underlying ground truth label in a 50x50µm SEM-Inlens image is shown in the left part of Fig. 3. By applying an ASTM-norm-based algorithm [AST19], these data were transformed into statistical parameters.
These parameters served as input for the Discrete RVE Automation and Generation Framework (DRAGen), developed in the first funding period and extensively expanded upon in the second [*Hen23a]. The right side of Fig. 3 illustrates the distribution of determined band thicknesses using this approach. The mean band thickness of 4.15µm is indicated by a vertical line. It is worth noting that this approach heavily relies on manually labeled data, leading to varying distributions in resulting band thicknesses. After these data were obtained, a quantification of the influence of martensite bands on the damage initiation was carried out [*Bex23]. Consistent with the pursued sRVE concept in project B05, a statistical approach was adopted, generating 29 sRVE with martensite bands and 29 sRVE without martensite bands. All other microstructural parameters, such as grain shape and size distributions, were held constant. The sRVE were subjected to a load case extracted from a macroscopic bending simulation at the outer edge of the sheet. A plane strain state is present in this small element.
Using a fracture strength of martensite of 2300 MPa obtained from literature [Vaj12], the homogenized mean plastic strain at the onset of damage initiation was determined through automated post-processing. This corresponds to the point of the stress-strain curve where damage is initiated To further investigate the effect of mechanical properties on damage initiation, the analysis was conducted with two different sets of plasticity parameters for martensite. One set was calibrated using nanoindentation tests and yields relatively soft martensite, while the other was derived from literature and yields relatively hard martensite [Tas14]. The resulting distributions of plastic strain at damage initiation are illustrated in Fig. 4 and 5. The plastic strain at which 0.1% of all martensite elements reached the fracture strength was chosen as the criterion for the onset of damage. It is evident that the damage initiation strain - both in the case of soft and hard martensite - is shifted to lower values due to the occurrence of bands, with the mean strain indicated by the blue and orange lines. In the case of soft martensite, the mean initiation strain is reduced by 7.6%, while for the harder martensite, the difference is 18.3%. This implies that the morphology effect of martensite bands is particularly critical when a high phase contrast exists between martensite and ferrite. This is primarily because the average strain within banded martensite is higher than that in martensite with an island form. For the banded martensite the average strain is 0.235 and for the not banded martensite it is 0.216 [*Bex22]. If the martensite is in island form, the plastic deformation of the ferrite can partially take place around the martensite, which is not possible with banded martensite. Here, the bands must absorb the applied strain to a larger extend. Consequently, a design criterion for damage-tolerant microstructures emerges: If the formation of bands cannot be avoided during the manufacturing process, then having more soft martensite is advantageous compared to having a small amount of very hard martensite to achieve a defined yield strength and tensile strength.
This can be implemented without changing the chemical composition, for example, by adapted intercritical annealing. However, the processing of adapted, damage-tolerant microstructures is the task of projects B06, A08 and A04. Nevertheless, it should be noted that the effect of phase contrast between two phases has different effects on local and global formability, which makes the desired microstructure highly dependent on the intended application [She21].
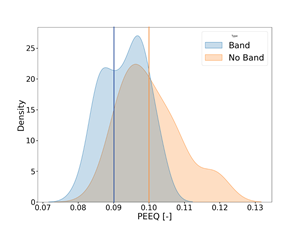
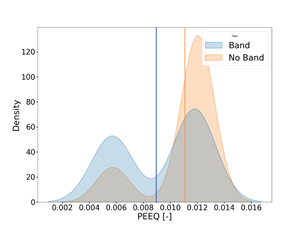
Fig. 4&5: Resulting distributions of plastic strain at damage initiation
Microstructural interaction of ductile and cyclic damage (WP’s: 3)
 |
 |
|
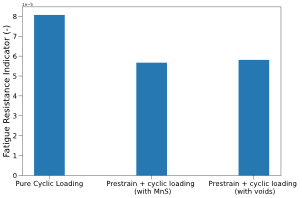
Fig. 6: Total value for the calculated Fatigue Resistance Indicators (FRI) for different loading conditions. A higher value indicates a higher susceptibility to fatigue crack initiation. |
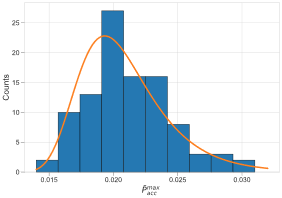
Fig. 7: Histogram of maximum grain-averaged acc. plast. Strain for pre-strain + subsequent cyclic load. The orange line shows the Gumbel distribution fitted to the data. |
For an efficient design of damage-tolerant materials with enhanced fatigue properties, a profound understanding of the interaction between deformation-induced ductile damage and the cyclic loading is crucial. Therefore, during the second funding period, the effects of forming induced damage and strain hardening were investigated to assess their influence on the accumulation of dislocation glide in the microstructure, which is a very important indicator for the resistance against fatigue crack formation. In these investigations, only the case-hardening steel 16MnCrS5 was considered, which is often subjected to cyclic loading.
In the framework of microstructure-sensitive fatigue modeling, a statistical approach was employed, involving the generation of numerous statistically equal sRVE, which were subsequently subjected to cyclic loading conditions. Once the simulations have been completed, the maximum accumulated plastic strain of each sRVE is read out. This value is a fatigue indicator that evaluates the accumulation of dislocation slip. In order to obtain a statistically relevant statement about the resistance to fatigue of a specific load path, an extreme value distribution is calculated using the histogram of the plastic accumulated strain values of all sRVE. This can be used to calculate a general fatigue resistance indicator (FRI) for the load path and microstructure, which is the product of the loc and scale parameters of the extreme value distribution. It should be noted that this parameter is not a quantitative prediction of service life, but it does allow different microstructures and load paths to be compared. The approach used here has already been successfully applied in [*Hen23b] to quantify the influence of surface inhomogeneities on fatigue strength.
The sRVE utilized in this study were constructed using data from project B02 and B04, with a specific focus on accurately representing characteristic pearlite lines and MnS inclusions. To account for deformation-induced damage, which is mainly caused by the fracture or decohesion of manganese sulfides in 16MnCrS5, the manganese sulfides can be entirely removed from the sRVE to create a porous sRVE. This assumption was based on the notion that damaged manganese sulfides no longer contribute to the plastic behavior of the sRVE and can thus be disregarded. Three different loading scenarios were analyzed. Firstly, a cyclic loading with a constant strain amplitude of 0.5% was investigated, which remains below the macroscopic yield strength. Subsequently, the influence of prior deformation on fatigue properties was examined by subjecting specimens to uniaxial tension of 10%, followed by the cyclic loading with constant amplitudes. This loading case was simulated both with inclusions and voids to study the effects of damage. Fig. 6 presents the respective Fatigue Resistance Indicators (FRIs) where a higher FRI indicates a greater susceptibility to fatigue crack initiation. Fig. 7 shows the distribution of the maximum grain-averaged accumulated plastic strain. Accordingly, most of the values are around 0.02 and there are no strong outliers.
The results clearly demonstrate that the introduced hardening significantly reduces the FRIs (reduction from 8.07e-5 to 5.67e-5 from scenario one to two, which is 42.3%). This is attributed to the greater initial hardening of the ferrite during cyclic loading due to cold hardening, leading to a reduced accumulation of plastic strain during cyclic loading, as a larger portion of deformation occurs elastically within the grain boundaries. In contrast, the influence of voids is deemed minor, with only a 2.5% difference between scenario two and three. However, this does not align with experimental findings in CRC188, where it is evident that deformation-induced damage significantly affects fatigue life up to fracture [Tek17]. Several factors could contribute to the observed differences. Firstly, the FRI is only a qualitative measure suited for inter-state comparisons but not for quantitative fatigue life assessment. Additionally, varying void configurations or damage states are not compared. Moreover, the grain-averaged accumulated plastic strain might not be an ideal indicator, as individual, strong accumulations in a single element are not specifically considered. It is possible that a more accurate representation of void shapes is needed to correctly depict critical stress conditions at the crack tip. In-depth fatigue modelling is to be carried out in the 3rd funding period in collaboration with project C04.
Conclusion
In Project B05 multi-scale simulations have been utilized to identify design criteria for damage-tolerant microstructures. In this regard, innovative A.I.-driven optimization algorithms have been used to quantify and understand the effects of individual microstructures components on damage initiation. In 16MnCrS5, the interaction between ductile damage and cyclic loading was investigated, revealing that strain hardening significantly enhances fatigue resistance, with damage having a relatively minor impact on fatigue strength in the approaches employed.
However, the design criteria obtained from sRVE modeling do not directly infer optimal process windows. This gap is targeted for closure in the 3rd funding period, in collaboration with project A04. This involves coupling process parameters of cold rolling and intercritical annealing directly to the sRVE generator, DRAGen. This approach facilitates optimization of optimal process parameters bypassing microstructural design criteria. Previous work in the second funding period already demonstrated that various damage-controlled cold rolling process routes lead to distinct microstructures and damage states, influencing performance [*Feh24]. These process-structure-performance relationships will be microstructurally modeled to comprehensively describe the process chain.
Project- and subject-related list of publicationsWork with scientific quality assurance and book publications
|
[*Bex23] |
Bexter, F., Fehlemann, N., Göksu, V., Henrich, M., Könemann, M., Münstermann, S., 2023, A data-driven computational microstructure analysis on the influence of martensite banding on damage in DP-steels. Com. Mat. Sci. 218, 111903, https://doi.org/10.1016/j.commatsci.2022.111903 |
|
[*Feh23] |
Fehlemann, N., Aguilera, A.L.S., Sandfeld, S., Bexter, F., Neite, M., Lenz, D., Könemann, M., Münstermann, S., 2023 Identification of Martensite Bands in Dual‐Phase Steels: A Deep Learning Object Detection Approach Using Faster Region‐Based‐Convolutional Neural Network steel res. Int. 94, 2200836, https://doi.org/10.1002/srin.202200836 |
|
[*Feh24] |
Fehlemann, N., Czempas, C., Könemann, M., Lenz, D., Hirt, G., Münstermann, S. 2024 Investigation of Damage-Controlling Process-Parameters During Cold Rolling on the Impact Toughness of DP800 Steel Under Crash Loading Stress States, Proceedings of the 14th International Conference on the Technology of Plasticity - Current Trends in the Technology of Plasticity, pp. 232-242, https://doi.org/10.1007/978-3-031-42093-1_23 |
|
[*Hen23a] |
Henrich, M., Fehlemann, N., Bexter, F., Neite, M., Kong L., Shen, F., Könemann, M., Dölz, M., Münstermann, S., 2023. DRAGen-A Deep Learning Supported RVE Generator Framework for Complex Microstructure Models. Heliyon 8(9), https://doi.org/10.1016/j.heliyon.2023.e19003 |
|
[*Hen23b] |
Henrich, M., Dölz, M., Münstermann, S. 2023 Development of a Numerical Framework for Microstructure Sensitive Fatigue Life Investigation, Proceedings of the ASME PVP. Atlanta, Georgia, USA. July 16–21, 2023 V002T02A006. ASME. https://doi.org/10.1115/PVP2023-106419 |
|
[*Mül24] |
Müller, M., Fehlemann, N., Herrig, T., Lenz, D., Könemann, M., Bergs, T., Münstermann, S. 2024. Forming Limit of Dual Phase Steel: An Experimental and Numerical Investigation, Proceedings of the 14th International Conference on the Technology of Plasticity - Current Trends in the Technology of Plasticity, pp. 184-193, https://doi.org/10.1007/978-3-031-40920-2_ |
Literature cited in the text:
|
[AST19] |
ASTM-E1268-19. 2019 Standard Practice for Assessing the Degree of Banding or Orientation of Microstructures, vol. 03.01, ASTM International, West Conshohocken, USA, https://doi.org/10.1520/E1268-19 |
|
[Tas14] |
Tasan, C.C., Hoefnagels, J.P.M., Diehl, M., Yan, D., Roters, F., Raabe, D., 2014 Strain localization and damage in dual phase steels investigated by coupled in-situ deformation experiments and crystal plasticity simulations. Int. J. Plas 63, pp. 198-210 https://doi.org/10.1016/j.ijplas.2014.06.004 |
|
[Tek17] |
Tekkaya, A.E., Ben Khalifa, N., Hering, O., Meya, R., Myslicki, S., Walther, F. 2017 Forming-induced damage and its effects on product properties, CIRP Annals, 66(1), pp. 281-284, https://doi.org/10.1016/j.cirp.2017.04.113 |
|
[Rot19] |
Roters, F., Diehl, M., Shantraj P., Eisenlohr, P., Reuber, C., Wong, S.I., Maitit. T., Ebrahimi, A., Hochrainer, T., Fabritius, H.-O., Nikolov, S., Friak, M., Fujita, Grilli, N., Janssens, K.G.F., Jia, N., Kok, P.J.J., Ma, D., Meier, F., Wener, E., Stricker, M., Weygand, D., Raabe., D. 2019 DAMASK – The Düsseldorf Advanced Material Simulation Kit for modeling multi-physics crystal plasticity, thermal, and damage phenomena from the single crystal up to the component scale, Com. Mat. Sci. 158, pp. 420-478, https://doi.org/10.1016/j.commatsci.2018.04.030 |
|
[She21] |
Shen, F., Wang, H., Liu, Z., Liu. W., Könemann, M., Yuan, G., Wang, G., Münstermann, S., Lian, J., 2021, Local formability of medium-Mn steel, Journal of Materials Processing Technology. Vol. 299, pp. 117368, https://doi.org/10.1016/j.jmatprotec.2021.117368. |
|
[Vaj12] |
Vajragupta, N., Uthaisangsuk, V., Schmaling, B., Münstermann, S., Hartmaier, A., Bleck., W. 2012 A micromechanical damage simulation of dual phase steels using XFEM, Com. Mat. Sci. 54, pp. 271-279, https://doi.org/10.1016/j.commatsci.2011.10.035 |