Summary
B06 is aiming at the development of novel steel grades specifically designed for forming technology, striving to overcome the inherent conflicts between strength, formability and damage. In the second funding period the focus laid on the impact of the fundamental microstructural building blocks of DP steels, namely the hardness and fraction of martensite within ferrite. If only heat treatment variations are employed on an industry-grade DP steel with a given chemical composition, these microstructural parameters are inherently coupled. In order to elucidate their independent contribution to the bulk property profile (esp. strength and ductility) and damage behavior (nucleation and growth), B06 performed a systematic study in a quasi-high throughput approach in order to identify alloy design guidelines. Designated model materials with a 4x4 matrix (16 combinations) of independently varied martensite hardness and volume fraction were produced by varying the alloy composition (mainly carbon concentration) and intercritical annealing temperature (dilatometry) based on CALPHAD predictions. A suitable methodological approach especially concerning the required heat treatment parameters and measurement techniques for reliably quantifying the phase fractions and hardness was successfully developed. The resultant matrix now allows for the targeted and decoupled investigation of the underlying microstructure/property/damage relationships. Selected materials were upscaled from dilatometry scale to sheet steels. Tensile testing already revealed a non-linear evolution of the bulk mechanical properties based on martensite hardness and fraction, and the materials are currently under in-depth investigation by SEM-based damage characterization following bending tests with controlled deformation states.
The goal of B06 for the third funding period is to broaden the already derived knowledge towards transferable material design guidelines, by incorporating the lessons learned across the various projects of the TRR during the last two funding periods. Two routes are targeted to be pursued: (1) Finalize the optimization of DP steels by leveraging the already obtained understanding on damage-critical microstructural parameters: The detrimental effects of martensite banding observed in B02 and B05 can be minimized by substituting Mn with alloying elements less prone to segregate and thus indirectly accumulate carbon. Together with the micromechanical insights from B03 and results from B06 the mechanical contrast between ferrite and martensite will be fine-tuned. Lastly, the alternative processing route developed in A08 (martensitic rolling) will allow for refining the grain size and minimize damage inherited from material production prior to forming parts. (2) Develop a novel steel grade inherently suitable for damage controlled forming technology, harvesting the derived knowledge as the baseline for future development of advanced high strength steels: As the pronounced microstructural heterogeneity within DP and case hardening steels has been identified as one of the most critical factors for damage formation, we aim at investigating the possibilities of utilizing solely solid solution effects (also with regards to the Youngs modulus), nano-scaled precipitation and work hardening to achieve the desired strength without unduly compromising damage tolerance as well as global and local formability. The development of both routes will be performed in close cooperation with the B02 and B03 for revealing the damage phenomena, A08 for parallel optimization and refinement of the processing conditions, A04 for scalability as well as A05 for formability studies.
Project progress to date
The objective of project B06 during the second funding period was to systematically investigate the influence of the most prevalent microstructural parameters of dualphase steels, i.e. martensite hardness and fraction, on the damage phenomena as well as the bulk mechanical properties. Martensite fraction and hardness in dualphase steels are predominantly controlled by the fraction of austenite at the intercritical temperature as well as the bulk carbon concentration. The austenite fraction determines the amount of martensite after its transformation during rapid-enough cooling down to room temperature. The available bulk carbon on the other hand is concentrated – given sufficiently long annealing time – within the respective austenite fraction, thereby controlling the resultant local hardness of the obtained martensite. That means they are coupled and a simple variation of the intercritical annealing temperature for the given TRR material is not sufficient to achieve the desired isolated variation of both microstructural parameters. Instead, designated model materials are required to allow for investigating their effect in an isolated and controlled manner, which in turn necessitate the development of a specific experimental approach to synthesize them.
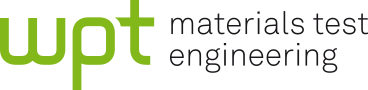
In order to efficiently use the available time and resources, the model materials were designed and fabricated following a combinatorial approach. Starting point were thermodynamic calculations as sketched in Fig. 1, coupled with literature information on microstructure/property relationships: Calphad simulations were performed using the ThermoCalc software (2021a version) and the TCFE10: Steels/Fe-Alloys v10.1 database. The equilibrium calculator was set with a baseline temperature of 800°C, a pressure of 105 Pa and a system size of 1.0 mole. The relationship between carbon content in martensite and its resulting hardness was estimated following equation based on literature data [Lie03]:
![]()
The derived relationships enabled to determine alloy compositions (bulk C) and IC temperatures to fabricate a matrix of designated model materials with a systematic variation of both martensite hardness and fraction. In order to be as efficient as possible, we aimed at choosing as few alloy compositions as possible, while still ensuring a systematic coverage of the desired range of martensite hardness and fraction. We targeted a matrix of materials where martensite fractions of 20 %, 40 %, 60 % and 80 %, respectively, were systematically and independently combined with four levels of martensite hardness of 300 HV1, 500 HV1, 700 HV1 and 800 HV1, respectively, yielding a total of 16 material conditions (Fig. 2). The thermodynamic simulations culminated in the selection of eight bulk carbon concentrations of 0.025, 0.05, 0.075, 0.1, 0.15, 0.2, 0.3 and 0.4 wt.%, respectively. Additionally, each alloy contained 1.0 wt.% of manganese as well as 0.5 wt.% of Cr. These additions were chosen to fulfill two purposes: Firstly, to remain sufficiently close to the industrial DP steel grade already well researched within the TRR, especially with regards to solidification behavior and hardness of ferrite, and secondly to ensure reliable martensite formation within the microstructure even with the lower carbon concentrations of the model materials chosen here and the less than extreme cooling conditions achievable in dilatometry heat treatments.
The alloys for fabricating the desired model materials and screening the microstructural matrix were synthesized by melting 800 g charges of high purity raw materials in a 16 kW induction furnace within aluminia crucibles under Ar atmosphere of 800 mbar and cast into copper moulds with an internal diameter of 20 mm. The cast rods were then machined smooth and swaged at 1100°C to 7 mm diameter and air cooled to room temperature. From the swaged rods, cylindrical specimens with a diameter of 5 mm and a length of 10 mm were lathed and subjected to intercritical annealing in a dilatometer (TA Instrument DIL805A/D Dilatometer). All specimens were heated to the targeted intercritical annealing temperature within 3 minutes and held at the corresponding annealing temperature for 10 minutes under vacuum atmosphere followed by He-gas jet cooling for subsequent quenching. For the analysis of phase fraction after the intercritical annealing treatment, the samples were mechanically ground followed by polishing with diamond paste up to 1 µm. Subsequently, a 30-second final mechanical polishing step was conducted using an oxide polishing suspension (OPS) solution. Etching was performed with a 3% Nital solution from 3 to 15 seconds corresponding upon the carbon content of the dual phase steels. Image analysis software, IMAGE J (Version 1.53e), was utilized for the quantitative assessment of quantitative phase fraction analysis. Nanoindentation measurements to probe the resultant martensite hardness were conducted with a Berkovich tip calibrated by fused silica on each measurement (iNano-indenter by Nanomechanics Inc., TN, USA). Nanoindentation experiments were performed under displacement control conditions with a maximum displacement of 200 nm and a targeted indentation strain rate of 0.2/s.
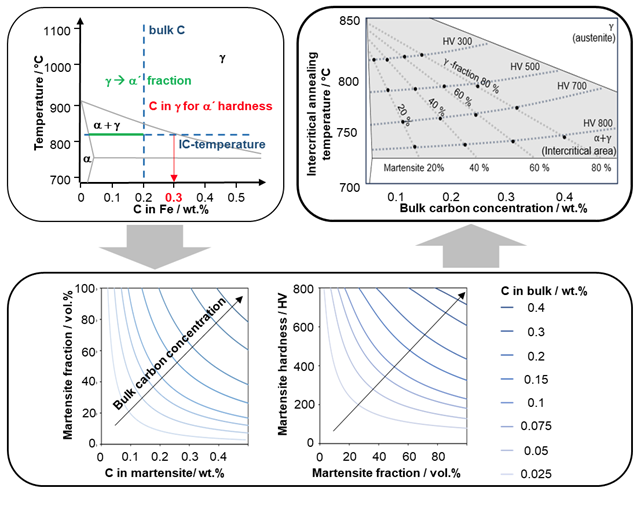
Fig. 1: Approach for the design of DP model materials in the combinatorial screening: basic constitutional relationships within the Fe-C phase diagram illustrating the interdependence between bulk C concentration, carbon partitioning into austenite and intercritical annealing temperature (top left), Calphad simulations for determining the desired relationships for selecting alloy composition and IC temperature (bottom) in order to select and fabricate model materials with systematically and independently varied martensite fraction and hardness (top right).
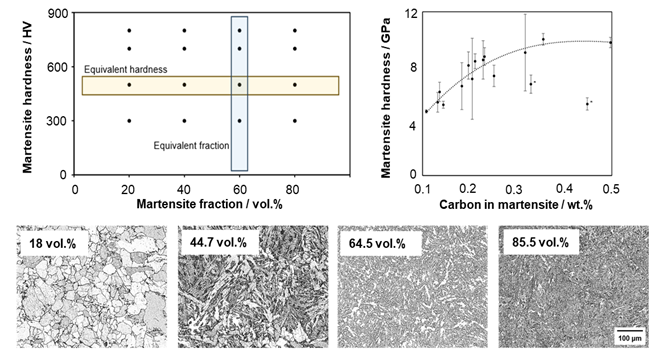
Fig. 2: Approach for the design of DP model materials: targeted matrix of 16 combinations of different martensite hardness and fraction (top left) based on the Calphad simulations, together with examples of experimental validations of martensite fraction via image analysis (bottom row) and martensite hardness via nanoindentation (top right).
As to be expected, the thermodynamically guided alloy design and the experimentally available materials did exhibit differences in the microstructural parameters as exemplified in Fig. 3.
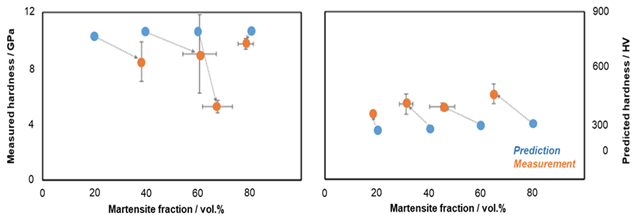
Fig. 3: A comparison of martensite volume fraction from simulation (predicted hardness in HV) and experiments (measured hardness with nanoindentation in GPa) grouped via the different targeted groups of martensite hardness.
Especiallly in first trials with binary Fe-C alloys, significant differences between predicted and measured values for the martensite hardness were observed. This was found to be mainly linked to insufficient hardenability, as the maximum cooling velocity in the chosen dilatometer setup was limited (no hollow specimens to allow for representative measurements of microstructural parameters and bulk hardness), and motivated the Mn and Cr additions in the quantities stated above. Further attention was required regarding analysis difficulties for reliable hardness measurements and phase fraction analysis, due to the fine scale of the dual phase microstructure. These could be overcome using a designated nanoindentation setup, the details of which are in a manuscript currently under preparation. Together with adapting the annealing parameters, the screening could be finalised and five alloy/intercritical temperature combinations were selected for upscaling and detailed investigations.
The derived library of systematically varied model materials allowed the selection of five distinct dual phase steel samples as shown in Fig. 4, with the aim of investigating the isolated influences of martensite hardness and fraction on both mechanical properties as well as damage behavior. The chosen materials were then reproduced on a larger scale and in sheet geometry: 4 kg charges of high purity raw materials were molten in a 60 kW induction furnace within MgO crucibles under Ar atmosphere of 800 mbar and cast into copper moulds with internal dimensions of 40 x 60 mm2. The cast blocks were then machined smooth and hot rolled at 1100°C to 2 mm thickness and air cooled to room temperature. Tensile testing results (Fig. 4 right) already show a distinct and non-linear influence of both parameters on the mechanical properties. Raising the martensite fraction from about 45 to 75 vol.% significantly strengthens, but also strongly embrittles the material when the martensite hardness is high (about 12 GPa). On the other hand, an increase in martensite fraction shows almost no effect at lower martensite hardness values of 6 GPa. Similarly, lowering the martensite fraction but increasing its hardness does not affect the bulk strength of about 800 MPa, but reduces the total elongation to a mere third.
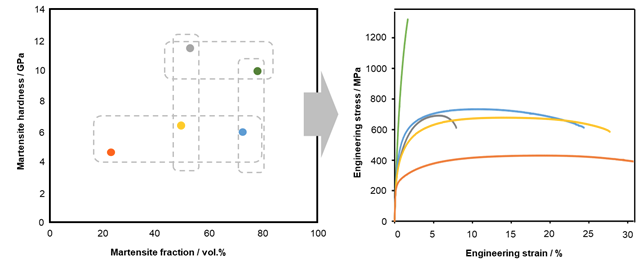
Fig. 4: Dual phase steel materials selected for investigating the individual influence of martensite phase fraction and phase hardness on damage tolerant properties. Measured properties of the upscaled materials based on the parameters established in the previous screening procedure, allowing the desired isolation of the microstructural parameters (left) together with their respective bulk tensile testing results (right). The tensile curves are already indicating non-linear influence of microstructural parameters on bulk properties, with their underlying damage mechanisms currently under in-depth investigation.
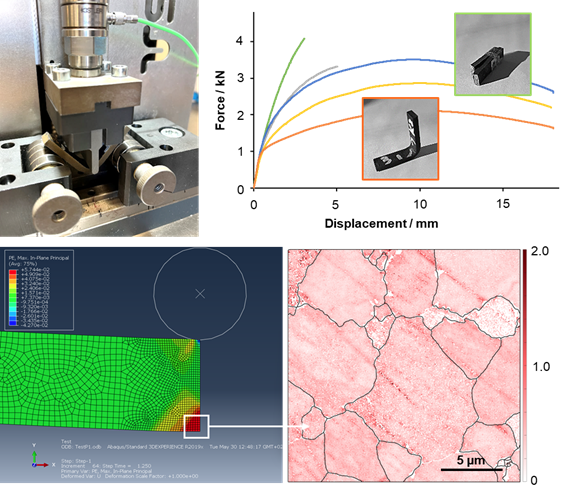
Fig. 5: First glimpse into the currently ongoing investigation of the damage mechanisms occurring in the upscaled materials with isolated variation of martensite hardness and fraction: Bending stage and force displacement curves top; (identical colour coding as in Fig. 4) together with corresponding FEM simulations for the detailed SEM based analysis (shown here as KAM map for the material with 20 vol.% martensite of 4 GPa hardness after 5 % strain).
In order to reach the final goal of B06 and elucidate the precise mechanisms of how damage nucleates and evolves as a function of these parameters, more detailed investigations are ongoing. For damage behavior, three-point bending tests are being deployed, as they allow for investigating not only tension and compression zones, but also various deformation stages (i.e. stress/strain zones) efficiently within one sample (Fig. 5). Guided by FEM simulations. in order to identify/adjust areas of various cross-comparable deformation within different microstructures, we currently investigate the already bent samples with higher resolution electron microscopy for deformation accumulation mainly within the SEM, and quantify the damage phenomena (e.g. martensite fracture, delamination etc.) together with project B02. First SEM and EBSD observations of samples subjected to bending experiments were performed in the (i) compressive, (ii) tensile, and (iii) neutral areas of the bended samples. KAM (Kernel average misorientation) and GND (geometrically necessary dislocations) analysis enables to detect strain accumulations and localizations. Fig. 6 shows representative EBSD and KAM maps of a bended sample. The dark horizontal lines in the KAM maps correspond to the martensite bands, visible in the EBSD maps as single indexed pixels due to the low pattern quality of the martensite. Generally, identification of the martensite is done by means of SE images of slightly etched samples. From the maps in Fig. 6 differences in grain size and morphology, strain level and strain accumulation are evident. These will in the remaining of the second funding period be correlated with the damage observed in the same samples (in cooperation with B02) to identify microstructural features, such as strain accumulation at martensite-ferrite interfaces, that act as precursors for damage nucleation and growth.These results will be merged with the already derived bulk mechanical testing results, with the aim of not only describing the effective influence of martensite hardness and fraction on both mechanical and damage properties, but also allow for even more detailed investigations into the micromechanical behavior with B03. Lastly, the investigations will result in the desired design guidelines for the following funding period: which microstructural parameters are most promising to obtain DP800 class of steels with improved damage tolerance, and the know-how to produce them.
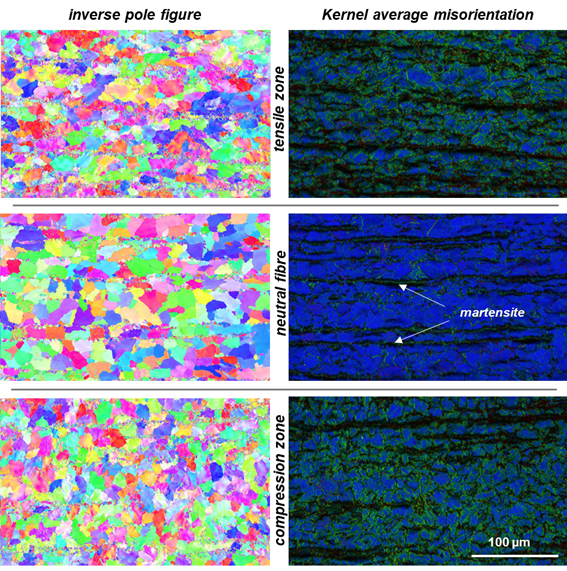
Fig. 6: First results from the investigations of deformation and damage mechanisms influenced by systematic variation of microstructural parameters: SEM-EBSD analysis of different sample regions after bending a sample with 46 vol. % martensite and 6 GPa martensite hardness deformed to about 70 % equivalent plastic strain.
Project- and subject-related list of publications
|
[*Bar21] |
C. Baron, H. Werner, H. Springer. On the effect of carbon content and tempering on mechanical properties and stiffness of martensitic Fe–18.8Cr–1.8B–xC high modulus steels. Materials Science and Engineering A 809 (2021) 141000 |
|
[Hua07] |
Huang, J., Li, L., Shen, C. Damage analysis of sheet metal forming for IF steel. J Cent. South Univ. Technol. 14 (Suppl 1), 365–368 (2007). https://doi.org/10.1007/s11771-007-0283-x |
|
[*Kuz15] |
M. Kuzmina, M. Herbig, D. Ponge, S. Sandlöbes, D. Raabe, Linear Complexions: Confined Chemical and Structural States at Dislocations, Science 349 (2015) 1080-1083. DOI: 10.1126/science.aab2633. |
|
[Lie03] |
Liedtke, D. Über den Zusammenhang zwischen dem Kohlenstoffgehalt in Stählen und der Härte des Martensits. Materialwissenschaft und Werkstofftechnik: Entwicklung, Fertigung, Prüfung, Eigenschaften und Anwendungen technischer Werkstoffe 34.1 (2003): 86-92. |
|
[Pat16] |
Pathak, N., Butcher, C. & Worswick, M. Assessment of the Critical Parameters Influencing the Edge Stretchability of Advanced High-Strength Steel Sheet. J. of Materi Eng and Perform 25, 4919–4932 (2016). https://doi.org/10.1007/s11665-016-2316-9 |
|
[*Pin21] |
M. Pinson, H. Springer, T. Depover, K. Verbeken. The effect of quench cracks and retained austenite on the hydrogen trapping capacity of high carbon martensitic steels. International Journal of Hydrogen Energy 46 (2021) 16141 |
|
[*Pin22] |
M. Pinson, S.M. Das, H. Springer, T. Depover, K. Verbeken. The addition of aluminum to brittle martensitic steels in order to increase ductility by forming a grain boundary ferritic microfilm. Scripta Materialia 213 (2022) 114606 |
|
[*Raa20] |
D. Raabe, B. Sun, A. Kwiatkowski da Silva, B. Gault, H.-W. Yen, K. Sedighiani, P.T. Sukumar, I.R.S. Filho, S. Katnagallu, E. Jägle, P. Kürnsteiner, N. Kusampudi, L. Stephenson, M. Herbig, C.H. Liebscher, H. Springer, S. Zaefferer, V. Shah, S.-L. Wong, C. Baron, M. Diehl, F. Roters, D. Ponge: Current Challenges and Opportunities in Microstructure-Related Properties of Advanced High-Strength Steels. Metallurgical and Materials Transactions A 51 (2020) 5517 |
|
[*Raa14] |
D. Raabe, M. Herbig, S. Sandlöbes, Y. Li, D. Tytko, M. Kuzmina, D. Ponge, P.-P. Choi, Grain boundary segregation engineering in metallic alloys: A pathway to the design of interfaces, Curr Opin Solid State Mater Sci 18 (2014) 253-261. |
|
[*Raa13] |
D. Raabe, S. Sandlöbes, J. Millán, D. Ponge, H. Assadi, M. Herbig, P.-P. Choi, Segregation engineering enables nanoscale martensite to austenite phase transformation at grain boundaries: A pathway to ductile martensite, Acta Mater 61 (2013) 6132-6152. |
|
[She22] |
Shen, F., Wang, H., Liu, Z., Liu, W., Könemann, M., Yuan, G., Wang, G., Münstermann, S., Lian, J. Local formability of medium-Mn steel. Journal of Materials Processing Technology, Volume 299 (2022), 117368, https://doi.org/10.1016/j.jmatprotec.2021.117368. |
|
[*Spr21] |
H. Springer, C. Baron, L. Tanure, M. Rohwerder. A combinatorial study of the effect of Al and Cr additions on the mechanical, physical and corrosion properties of Fe. Materials Today Communications 29 (2021) 102947 |
|
[Tas14] |
Tasan, C.C., Hoefnagels, J.P.M., Diehl, M., Yan, D., Roters, F., Raabe, D., 2014 Strain localization and damage in dual phase steels investigated by coupled in-situ deformation experiments and crystal plasticity simulations. Int. J. Plas 63, pp. 198-210 https://doi.org/10.1016/j.ijplas.2014.06.004 |
|
[Tek17] |
Tekkaya, A.E., Ben Khalifa, N., Hering, O., Meya, R., Myslicki, S., Walther, F. Forming-induced damage and its effects on product properties, CIRP Annals, 66(1), (2017) pp. 281-284, https://doi.org/10.1016/j.cirp.2017.04.113 |
|
[Tia20] |
Tian, C., Ponge, D., Christiansen, Kirchlechner, C. 2020 On the mechanical heterogeneity in dual phase steel grades: Activation of slip systems and deformation of martensite in DP800, Acta Mat. 183, pp. 274-284, https://doi.org/10.1016/j.actamat.2019.11.002 |