Summary
Project A04 aims to investigate methods for influencing and controlling the evolution of ductile damage during flat rolling and subsequent DP (Dual-Phase) heat treatment, consisting of intercritical annealing followed by rapid cooling. The project encompasses hot rolling (FP 1 focus), cold rolling (FP 2 focus), and DP heat treatment (FP 3 focus), with the objective of developing new methods to process damage-tolerant sheets tailored for subsequent sheet metal forming processes and improving final product performance, particularly under cyclic loading conditions.
During the initial funding period, multi-scale models, hot rolling tests, and basic tests with artificial voids were utilized to study the closure and healing of voids in various shapes and orientations during the hot rolling of DP800. These findings were incorporated into a metamodel enabling rapid prediction of void closure across realistic distributions of void size and shape. Additionally, an improved strain-based void healing criterion was developed for hot rolling, contributing to the understanding of damage control mechanisms in this process. However, it was observed that residual damage post hot rolling is typically minimal compared to damage incurred during cold rolling and subsequent forming processes. Thus, the project shifted focus to cold rolling from the second funding period onwards. Investigations were conducted on how stress triaxiality, Lode angle parameter, and other cold rolling parameters influence damage. It was demonstrated that reducing longitudinal strip tension results in decreased damage due to more favorable stress states during rolling.
By the conclusion of the second funding period, the most important influencing variables and their effect on damage will also be understood for cold rolling, which opens up new possibilities for damage-controlled process design. On the other hand, it is obvious that measures to control damage during cold rolling will always affect the microstructure evolution during the subsequent DP annealing cycle, because damage control in flat rolling finally has got a significant effect on the nature and spatial distribution of microstructural defects serving as nucleation sites during subsequent heat treatments. Hence any modification of the cold rolling process in order to control damage also leads to a change in microstructure and mechanical properties after annealing as long as the annealing parameters remain untouched. In addition, annealing also has an effect on void evolution due to recrystallization and stress redistribution, for example due to volume changes caused by phase transformations. Therefore, it can be concluded that in addition to optimizing the strain path in flat rolling processes, also adjusting the parameters of the DP annealing cycle is highly relevant with respect to final product performance influenced by the damage state.
The investigations of A04 during the third funding period are therefore based on the hypothesis that the annealing process parameters can be adapted with regard to the applied damage control strategies during flat rolling. This will allow to precisely adjust both the damage state and the mechanical properties at the same time to deliver tailored semi-finished products for subsequent forming processes. The decoupling of damage control during flat rolling and microstructure evolution during DP annealing will be achieved using Gaussian processes regression in collaboration with B05. Furthermore, to gain a physical understanding of the effect of damage-controlled flat rolling on microstructure and property evolution during DP annealing, active damage mechanisms, especially volume-changing phase transformation and associated residual stresses, will be investigated in collaboration with B02. In addition to tailoring the DP heat treatment, a combination with subsequent re-rolling will also be examined. This approach aims to mitigate strength differences between phases through strain hardening of the softer phase. Additionally, feasibility studies of new microstructure and alloy concepts developed in A08 and B06 will be conducted on pilot-scale hot and cold rolling mills, leveraging knowledge gained from damage-controlled rolling to demonstrate its transferability. Sheets produced under damage-controlled process conditions with adjusted microstructures will undergo further processing and testing in collaboration with A05, focusing on roll profiling, single-point incremental forming (SPIF), and deep drawing. Finally, utilizing these processes, a seating rail will be produced and evaluated for performance.
Project progress to date
Report and current state of research
Prediction of the evolution of void distributions in hot rolling (WP3):
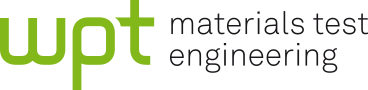
The models developed in the first FPs to describe the damage behavior in hot rolling were transferred in the second FP into a metamodel implemented in Matlab, which shortens the previously long computation times from days to seconds and represents an actual optimization potential for the hot rolling process by employing realistic void distributions. An efficient fitting method was developed for obtaining a statistical void distribution for the model from experimentally gained void distributions of rolled sheets via light optical microscopy analyses using the Keyence 7000 digital microscope, which was purchased with investment funds for the 2nd FP. This method is based on the evaluation of metallographic micrographs from two different viewing directions and the subsequent combination of the voids’ axial ratios and rotations within the rolling coordinate system. This results in a three-dimensional void distribution of main axis-oriented equivalent ellipses whose closing behavior can be calculated using the metamodel database. The database is built out of void closure curves from multi-scale models (macroscopic rolling simulations coupled with RVE simulations) described in detail by Lie et al. [Lie20] for twelve different void types (shape and orientation) under the action of 20 different load paths, thus 240 interpolation points.
 |
|
Figure 1: a) Void type matrix of the metamodel database (left); b) Three-dimensional evolution of relative void volume in 3 stitches |
Based on these interpolation points, the model is able to predict the void closure behavior for flexible pass reductions, input thicknesses as well as height positions of the voids in the rolled material after each pass by means of multidimensional interpolation and a weighting of the void size. Fig. 1a shows the database matrix, with the voids being described by the axis ratios transverse (TD) and normal (ND) direction with respect to rolling (RD) direction. The Matlab App offers several options to display the results. The three-dimensional surface plot describing the evolution of the relative void volume plotted over the two axis ratios is shown in Fig. 1b. The average deviation for the calculated remaining void volume between model prediction and the originally used coupled micromodel and RVE simulations was only 2.4% on average.
Strain-based void healing criterion for hot rolling (WP3):
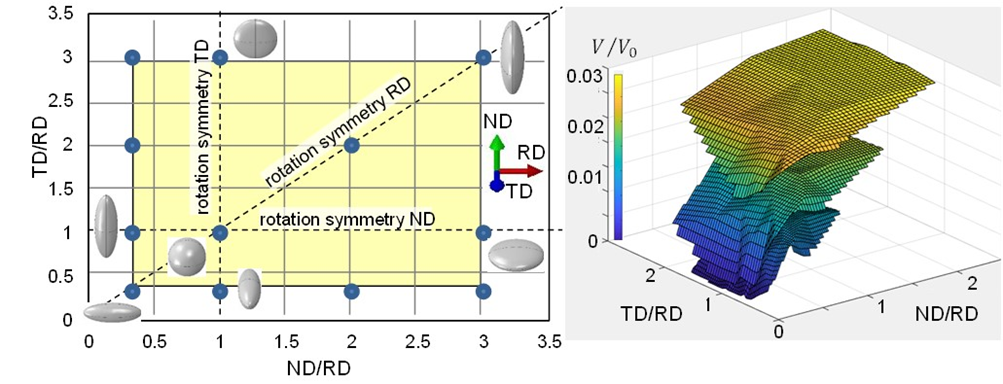
The healing of voids requires void closure, their welding and finally the interface dissolution between the voids inner surface. An experimental validation and a resulting revision of the recrystallization-based void healing criterion determined in the 1st FP, which requires a decrease of the void volume to below 5 % and additionally a 95 % recrystallized volume fraction [Li20], were conducted and described in detail by Czempas et al. [Cze23]. Bonding trials were used to validate the healing criterion. Therefore, two uniform specimens with plane-parallel surfaces, representing the inner void surfaces, were compressed on a plastometer under process conditions representative for rolling (temperature T, upsetting distance s (or equivalent plastic strain εv) to represent the pass reduction Δh and holding time thold representative of the interpass time tinterpass between rolling passes). The samples were analyzed by means of SEM with respect to interface dissolution and for their bonding ratio Qv (ratio of the tensile force at fracture and the compressive force previously required to compress it) by pulling the previously welded specimen halves until fracture. The trials show that higher temperature correlates strongly with the bond formation and there is a positive influence of the dependent variables upsetting distance, strain and contact area increase (Fig. 2). A new finding is that the influence of the holding time could not be proven for typical hot rolling conditions.
 |
|
Figure 2: Influences of temperature, holding time and upsetting distance on the bond strength |
The trials indicate a saturation strain for healing and show that even before the 95 % of volume recrystallized there is already a strong bond. Therefore, the void healing criterion designed for recrystallization overestimates its influence and needed to be revised.
 |
|
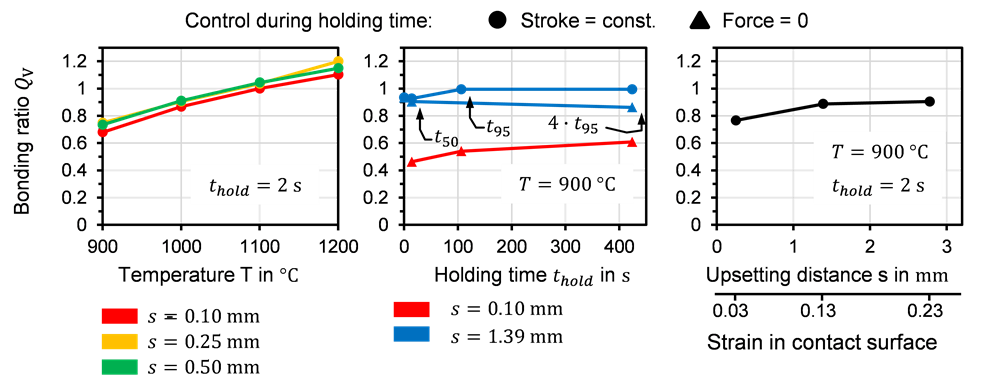
Figure 3: Classification of a rolled product by height with regard to void closure according to the strain-based criterion |
The new strain-based void healing criterion incorporates, in addition to reducing the void volume to less than 5 %, an accumulated equivalent strain of 0.13 according to the saturation strain. An exemplary classification of the healing stages resolved over the height of the material in a four pass rolling process from 140 mm to 80 mm is illustrated in Fig. 3. It shows good healing conditions for the spherical and oblate voids, but not sufficient closure for the prolate voids to heal.
Determination of the process parameter influence on the load path in cold rolling (WP1):
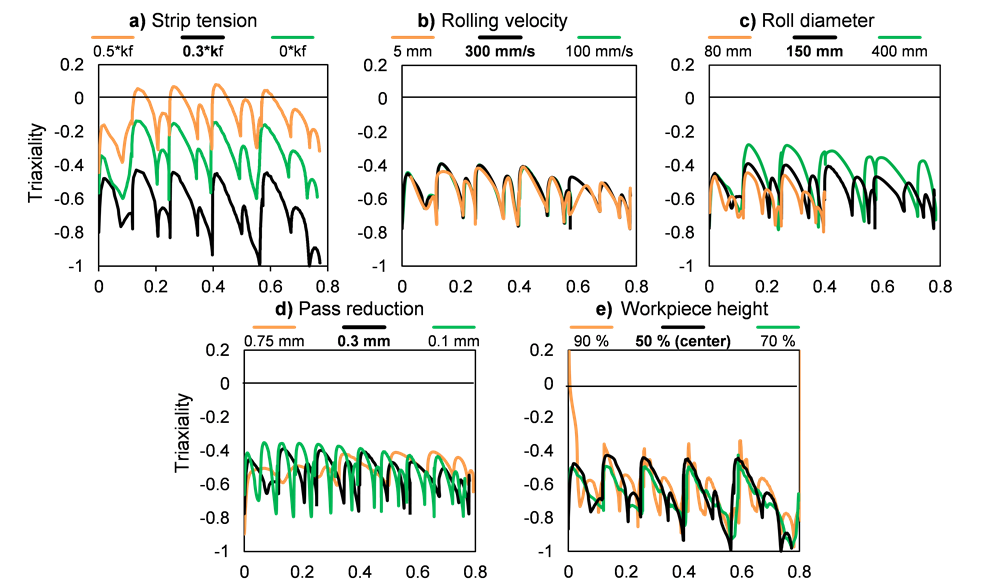
An FE model was developed in Abaqus/CAE for the simulative determination of the load path. The load path spectrum in multi-stand cold rolling over the sheet thickness and the influence of the adjustable process parameters were investigated. Since a plane strain state is present in most cold rolling processes, the observation is made in 2D and only the stress triaxiality is considered as the Lode angle parameter is constant with the value zero. Only the stationary state, which is relevant to the industrial process, was considered. To build on the investigations on hot rolling of the first funding period, the influence of the rolling parameters roll diameter, pass reduction, rolling speed and specifically for cold rolling the use of strip tension were investigated. Therefore, the parameterized cold rolling model was supplemented by the strip tension. Since the curves for the stress triaxiality (Fig. 4), and their average as well as the maximum expression differ only slightly over the thickness location, an element from the center of the rolled material was considered for the other representations. In addition to the minor influence of the roll diameter (Fig.4c), which is due to the change in the projected contact length between the roll and the strip, the influence of the strip tension on the stress triaxiality in particular is very strong (Fig. 4a). A lower strip tension leads to a lower stress triaxiality due to less superimposed tensile stress and thus to better void closure conditions [Feh23].
 |
|
Figure 4: Influence of common cold rolling parameters a) strip tension, b) rolling velocity, c) roll diameter, d) pass reduction and e) considered height in the workpiece on triaxiality |
For the experimental evaluation of the damage state for different process parameters, hot-rolled material with a thickness of 3.0 mm was rolled to 1.5 mm. The pass reduction (0.5 mm, 0.3 mm and 0.2 mm) and the strip tension (0% and 30% of the yield stress) were varied. The aim was to set identical final geometries with different damage states.
 |
|
Figure 5: Specific densities for hot rolled initial material and cold rolled sheet rolled with different pass reductions with and without strip tension |
Fig. 5 shows the damage in terms of specific density for the hot-rolled initial material (left) and the cold rolled sheets (right). In addition to density measurements in cooperation with A02, SEM measurements from B02 were also used for validation. In agreement with the strongly negative stress triaxiality from the simulation results, a reduction of the void volume and thus an increase of the density after cold rolling can be observed here. Also, in accordance with the simulations, the use of strip tension shows inhibited void closure.
Damage evolution after intercritical annealing and subsequent deep drawing (WP4&5):
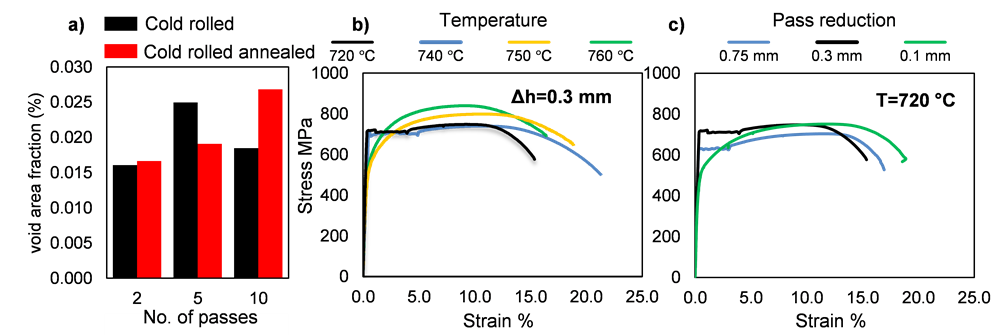
The critical factor influencing the behavior in subsequent forming processes or component performance, particularly in terms of damage, is the cold-rolled sheet post-intercritical annealing. This process establishes the final condition, imparting the desired properties to the DP800, including the two-phase structure and a minimum tensile strength of 800 MPa. This has to be reproducible for different process routes in order to be able to make conclusions regarding the damage separated from other overriding influences [*Feh23]. Mirzadeh et al. [Mir17] show that a varying microstructure before annealing, e.g., the grain shape of the individual phases, has an influence on the resulting mechanical properties. For example, equiaxed martensite grains lead to a reduction in ductility, since the plastic flow of the ferrite is less pronounced [Pie14]. Here, the DP800 properties were adjusted by different annealing temperatures in the austenitic range, holding times and a martensite transformation by quenching in the cooling section constructed and calibrated in FP 2. The successful setting of the targeted properties was demonstrated with the aid of microstructure analyses and tensile tests. Analyses of the void area fraction performed in B02 using SEM before and after intercritical annealing (Fig. 6a) show an influence on damage. While annealing after two and ten passes leads to an increase in void area fraction, it results in a lower one after five rolling passes. That indicates a correlation between the interdependencies of rolling induced microstructure and heat treatment and damage, which needs to be further investigated in the next FP. Setting of the desired condition is accompanied by a high experimental effort due to trial and error and which is increased by any process variations (Fig. 6b&c) and calls for a new approach. Conventional modelling methods show disadvantages in this context. While numerical approaches including FEM come with an extensive computational cost especially for full-field microstructure simulations, artificial networks require a big data base and thus high experimental effort [Kra14]. Already successful approaches e.g. by Jung et al. [Jun18] to quantify the influence of microstructural features including phase fraction, morphology and grain size to properties like yield ratio in DP steel show the potential of the Bayesian approach (namely Gaussian process regression, GPR) for the modeling of damage evolution and its relations to rolling induced microstructural features and resulting properties in annealing. The utilization of the microstructural characteristics for feeding the GPR requires not only the gathering of data but also the statistical description of these and their interaction, e.g., in scalar values.
Preliminary work with a WGAN deep learning approach for DP microstructures already shows a stable method for generating input data from relatively small sample sizes [*Püt20, Püt22]. This deep learning-based method developed for quantitative microstructure analysis has been continuously developed in recent years into a new, grid-based approach for generating three-dimensional, statistically representative volume elements (3D-SRVE) [Hen20, Hen23]. In addition, methods have been developed to automatically recognize band-shaped microstructure components and take them into account when generating 3D SRVEs [Feh23*].
 |
|
Figure 6: a) Void area fraction for different pass reduction after cold rolling and annealing; b) Stress-strain relation for cold rolled sheet annealed at different temperatures and c) at T= 720 °C for different pass reductions |
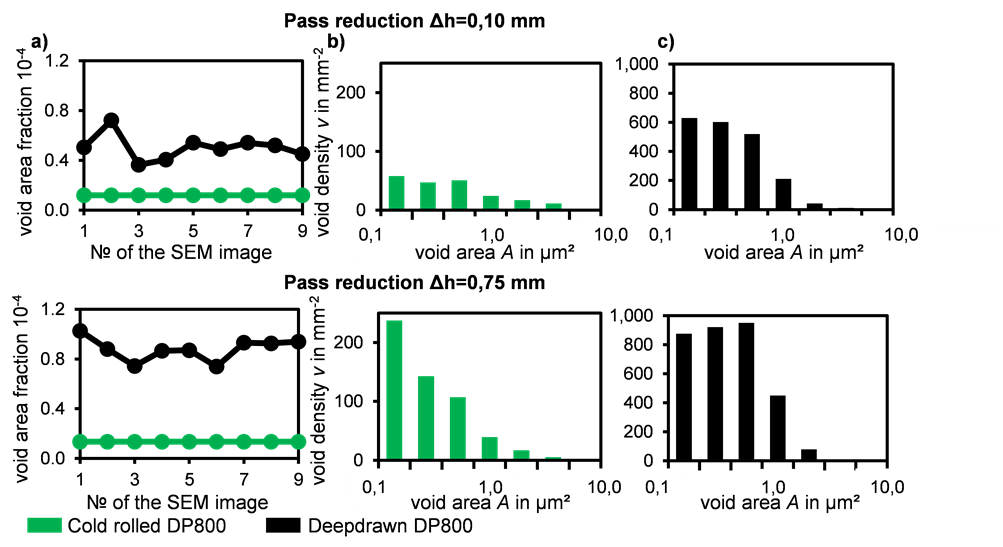
For an investigation of the behavior of the DP800 sheets rolled to different damage states in deep drawing, a two- and a ten-pass process route was run and then the sheets were deep drawn in cooperation with A06. The rolled material and the cups were characterized with regard to damage in the form of voids in the material using SEM. Nick et al. [*Nic23] were able to show that an increase in the number of passes in cold rolling does not significantly change the void area fraction (Fig. 7a), but it does lead to the formation of many small voids (Fig. 7b). These grow and coalesce in the subsequent deep drawing leading to a significant increase in the void are fraction (Fig. 7a). Since the overall plastic strain is the same for the different pass reductions, it is not due to different amount of strain hardening. A possible explanation is the varying degree of deformation over the height of the sheet leading to a formation of new voids at the surface or the void evolution during intercritical annealing. For the third funding period, there is still a need to investigate the influence of the cold rolling parameters on the microstructure features that influence the damage evolution during the intercritical annealing [Lia18] [Zha19].
 |
|
Figure 7: a) Void area fraction and void size distribution of b) cold rolled and subsequently c) deep drawn DP800 |
Setting of damage tolerant microstructures WP2:
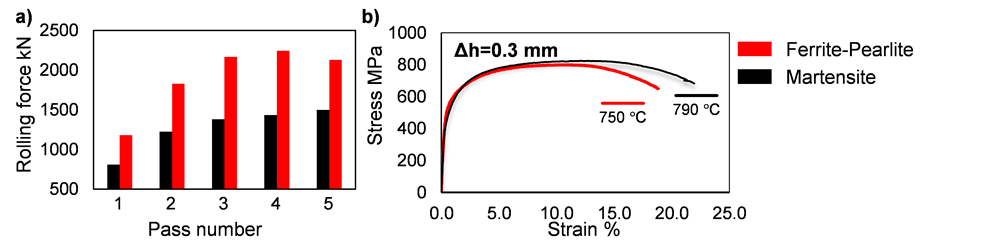
The strong influence of the microstructure leads to the approach of adjusting it, in addition to the process conditions, in such a way that it is more damage-tolerant. A microstructural aspect that is pivotal for damage evolution is the contrast between the strength properties of the individual microstructural constituents, in our case in the ferritic-pearlitic microstructure during cold rolling and in the ferritic-martensitic microstructure after DP-annealing [Tia23]. A lower phase hardness gradient suppresses two main damage initiation mechanisms, the interface decohesion between phases due to their hardness gradients as well as the cracking of brittle constituents. The purely martensitic microstructure tested in A08 at plastometer level is single-phase and thus has no damage-critical hardness gradients of the phases. After demonstrating in A08 that damage was thus largely bypassed in forming, this microstructure was adjusted and rolled at laboratory scale by A04. The hot rolled plate was subjected to heat treatment followed by rapid cooling leading to a martensite structure with retained austenite, characterized by optical micrographs and then cold rolled and transferred to DP800 in a tailored annealing route (Fig. 8b). The martensite may cause additional production effort for example an increase in rolling force (Fig. 8a) which must be balanced against the advantages of reduced damage after cold forming.
 |
|
Figure 8: a) Comparison of the average rolling force needed per pass for ferrite-perlite versus martensite microstructure b) Comparison of the annealing temperature needed for ferrite-perlite versus martensite microstructure |
Conclusion
Adjusting process parameters such as pass reduction and strip tension enables the control of damage during both hot and cold rolling processes. Nonetheless, these adjustments also introduce defect structures that impact damage and microstructure development during intercritical annealing. Hence, investigating the underlying mechanisms and modifying the annealing process becomes necessary to ensure the entire DP800 sheet metal production process is conducted in a damage-controlled manner.
Additionally, apart from controlling damage during annealing, reducing phase hardness gradients within the material serves as a lever for producing damage-tolerant and more efficient sheet metal. This can be achieved by modifying the microstructure and alloy composition, as well as through rerolling on the process side. Rerolling facilitates the reduction of strength differences through strain hardening in the ferrite phase.
Project- and subject-related list of publications
|
[*Cze23] |
Czempas, D., Liebsch, C., Hirt, G. 2023 Integration of a void healing criterion in multi-scale modeling of hot rolling, Advances in Industrial and Manufacturing Engineering, Volume 8, 100134. doi: 10.1016/j.aime.2023.100134. |
|
[*Feh23] |
Fehlemann, N., Czempas, D., Könemann, M., Lenz, D., Hirt, G., Münstermann, S. 2023 Investigation of Damage-Controlling Process-Parameters During Cold Rolling on the Impact Toughness of DP800 Steel Under Crash Loading Stress States, Proceedings of the 14th International Conference on the Technology of Plasticity - Current Trends in the Technology of Plasticity. ICTP 2023. Lecture Notes in Mechanical Engineering. Springer, Cham. pp. 232-242. doi: 10.1007/978-3-031-42093-1_23. |
|
[*Feh23*] |
Fehlemann N., Suarez Aguilera A., Pütz F., Neite M., Sandfeld S., Lenz D., Könemann M., Münstermann, S. 2023 Automated detection of martensite bands in dualphase steels. A machine learning approach using faster region-based-convolutional neural network", Steel research International., 2200836. |
|
[*Hen20] |
Henrich, M., Pütz, F., Münstermann, S., 2020 A novel Approach to Discrete RVE Automation and Generation – DRAGen, Materials, 13, 1887; doi: 10.3390/ma13081887. |
|
[*Hen23] |
Henrich, M., Fehlemann, N., Bexter, F., Neite, M., Kong L., Shen, F., Könemann, M., Dölz, M., Münstermann, S., 2023 DRAGen-A Deep Learning Supported RVE Generator Framework for Complex Microstructure Models. Heliyon 8(9), 19003 doi: 10.1016/j.heliyon.2023.e19003 |
|
[Jun18] |
Jung, J., Yoon, J., Park, H., Kim, J., Kim, H. 2018 Bayesian approach in predicting mechanical properties of materials: Application to dual phase steels, Materials Science and Engineering: A, Volume 743, pp. 382-390, doi: 10.1016/j.msea.2018.11.106. |
|
[Kra14] |
Krajewski, S., Nowacki, J. 2014 Dual-phase steels microstructure and properties consideration based on artificial intelligence techniques, Archives of Civil and Mechanical Engineering 14 (2), pp. 278–286. doi: 10.1016/j.acme.2013.10.002. |
|
[*Li20] |
Li, X., Liebsch, C., Hirt, G., Lohmar, J. 2020: Modelling of void healing in hot rolling due to recrystallization. In: Production Engineering 14 (1), pp. 43–52. doi: 10.1007/s11740-019-00938-8. |
|
[Lia18] |
Lian, Y., Huang, J., Zhang, J., Zhao, C., Gao, W., Zhang, Z., Ma, M. 2018 Effects of cold rolling on the microstructure and properties of Fe-Cr-Ni-Mo-Ti maraging steel, Materials Science and Engineering: A, Volume 712, pp. 663-670, doi: 10.1016/j.msea.2017.12.041. |
|
[*Lie20] |
Liebsch, C., Möhring, K., Lohmar, J., Walther, F., Hirt, G., 2020. Investigation on the influence of damage on the fatigue strength of hot rolled sheet metal. Production Engineering, 14 (1), pp. 65–75. doi: 10.1007/s11740-019-00933-z |
|
[*Loh14] |
Lohmar, J., Seuren, S., Bambach, M., Hirt, G. 2014 Design and application of an advanced fast rolling model with through thickness resolution for heavy plate rolling, Ingot casting, rolling & forging: ICRF |
|
[Mir17] |
Mirzadeh, H., Alibeyki, M., Najafi, M. 2017 Unraveling the Initial Microstructure Effects on Mechanical Properties and Work-Hardening Capacity of Dual-Phase Steel, Metall and Mat Trans A 48 (10), pp. 4565–4573. doi: 10.1007/s11661-017-4246-z. |
|
[Pie14] |
Pierman, A.-P., Bouaziz, O., Pardoen, T., Jacques, P. J., Brassart, L. 2014 The influence of microstructure and composition on the plastic behaviour of dual-phase steels, Acta Materialia 73, pp. 298–311. doi: 10.1016/j.actamat.2014.04.015. |
|
[*Püt20] |
Pütz, F., Henrich, M., Fehlemann, N., Roth, A., Münstermann, S., 2020 Generating Input Data for Microstructure Modelling: A Deep Learning Approach Using Generative Adversarial Networks, Materials, 13(19), 4236; doi:10.3390/ma13081887. |
|
[*Püt22] |
Pütz, F., Fehlemann, N., Göksu, V., Henrich, M., Könemann, M., Münstermann, S. 2022 A data driven computational microstructure analysis on the influence of martensite banding on damage in DP-steels, Computational Materials Science. Vol. 218, 111903. |
|
[Tia23] |
Tian, C., Kusche, C.F., Medina, A., Lee, S., Wollenweber, M.A., Pippan, R., Korte-Kerzel, S., Kirchlechner, C., 2023 Understanding the damage initiation and growth mechanisms of two DP800 dual phase grades, Materials & Design, 238 (2024), ISSN 0264-1275, doi: 10.1016/j.matdes.2024.112630 |
|
[Zha19] |
Zhang, Y., Yuan, Q., Ye, J., Weng, X., & Wang, Z. 2019 Effect of cold rolling reduction on microstructure, mechanical properties, and texture of deep drawing dual-phase (DP) steel, Mater. Res. Express 6 125802, doi: 10.1088/2053-1591/ab456e. |