Project history
The project A07 started with the second funding period of TRR 188, focusing on damage control in the closed-die forging of the case-hardening steel 16MnCrS5. Specifically, the influence of dynamic and static recrystallization on damage in multi-stage hot forming processes was investigated. It was successfully demonstrated that static recrystallization occurring during dwell times after forming reduces damage in the form of microvoids in the material. The Gurson-Tvergaard-Needleman (GTN) model, which was further developed for dynamic recrystallization in the first funding period by C03, was extended during the second funding period to incorporate the influence of static recrystallization occurring during dwell times. The extensions to the GTN model now allow its application for damage modeling in hot forming processes.
The project A07 concludes with the second funding period. Both experimental investigations and numerical simulations have shown that closed-die forging is not highly critical for the nucleation and growth of voids during the forming step, due to the predominantly compressive stress state. These findings can be used in the third funding period as a basis for the targeted investigations of the closure and healing of voids. Additionally, the expanded GTN model will be utilized in A10 for modeling the gas-supported hot sheet metal forming process.
Report
The main objectives of A07 in the second funding period were:
-
- Investigation of the influence of static recrystallization on damage evolution in multi-stage hot forming processes and corresponding extension of the GTN damage model.
- Determination of the effects of pressing speed, dwell times, and intermediate stage geometry on microstructure and damage evolution
- Design of intermediate stage geometries and a damage controlled forging process for an axisymmetric gear
To determine microstructure development and subsequently investigate damage evolution during dwell times in multi-stage forming processes, the kinetics of static recrystallization (SRX) were modeled using the Johnson-Mehl-Kolmogorov-Avrami (JMAK) approach. This allowed for the examination of the influence of SRX on void growth in compression tests. The results were used to extend the GTN model, which was employed to predict damage evolution in multi-stage forging processes with dwell times. In preparation for die forging tests, the influence of the process parameter press speed was examined in compression tests on large specimens. Forging dies with intentionally high or low triaxiality were designed, and numerical studies were conducted using the expanded GTN model to compare the damage evolution.
Modeling of temperature and strain rate-dependent plasticity and microstructure evolution (WP1)
Known from C03 in the first funding period is an extended GTN damage model [Imr20], which represents the damage evolution at inclusions through interfacial toughness between matrix and inclusion and can account for the influence of dynamic recrystallization (DRX) on the void volume. This model was intended for use in simulating damage evolution during multi-stage forging processes in the second funding period. Therefore, the material description of the model in Abaqus was extended to include temperature- and strain-rate-dependent flow behavior. To be able to represent not only DRX but also SRX, the SRX kinetics were determined and integrated into the material description using the JMAK approach [Kol37, Joh39, Avr39].
The implementation of the GTN model is performed as an Abaqus user material subroutine (VUMAT) and is based on the open-source library ABUMPACK [Bea08]. The explicit solver allows for adaptive remeshing with ALE (Arbitrary Lagrangian Euler), which is necessary to handle the high mesh distortions that can occur in multi-stage forging processes.
The strain rate dependent plasticity description was implemented as tabular flow stress data from frictionless compression tests at 800, 900, 1000 and 1200 °C and strain rates of 0.1, 1, and 10 s-1. The tabular data allows for an easy implementation and flexibility regarding different materials. The needed flow stress is calculated in the user subroutine with linear interpolation.
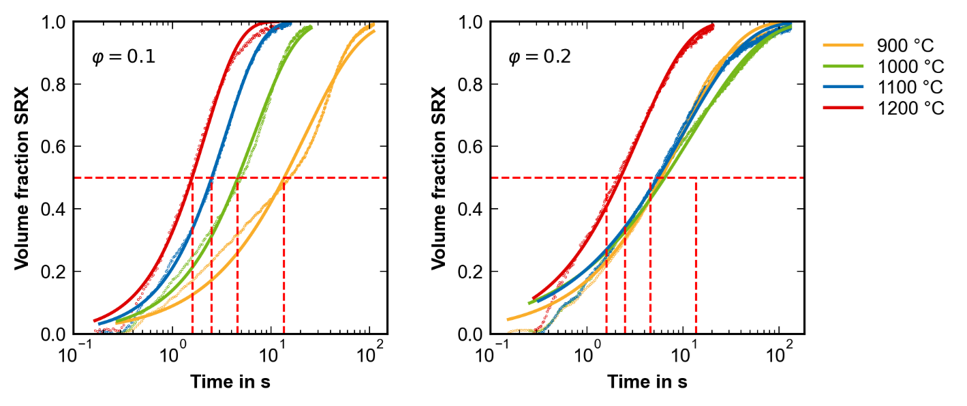
The JMAK approach is used to determine the kinetics of SRX, obtaining the recrystallized volume fraction based on isothermal dwell times. The results are used in compression tests to analyze the influence of SRX on damage evolution and to extend the GTN damage model. Recrystallization kinetics are determined through stress relaxation tests in a dilatometer at temperatures of 900, 1000, 1100, and 1200 °C and strain rates of 0.01, 0.1, and 0.5 s⁻¹. The chosen true strains vary from 0.1 to 0.2 depending on the combination of temperature and strain rate. The results of stress relaxation tests at a strain rate of 0.01 s⁻¹ are given in Fig. 1. The solid line represents the recrystallized volume fraction calculated with the fitted model parameters of the experimental results (dotted line). When selecting experimental parameters, it is taken into account, that dynamic recrystallization is suppressed below 80% of true strain at maximum flow stress in C-Mn steels. By avoiding dynamic recrystallization due to the small strains during forming, the effects of dynamic and static recrystallization could be effectively separated. The derivation of the SRX kinetics from the force-time curves is performed using the method of Karjalainen [Kar95], which assumes that the material consists of both a hardened and a softened fraction at any given time. More information on the experimental procedure is provided in [*Hei23].
 |
|
Fig. 1: Kinetics of static recrystallization determined via stress relaxation tests at = 0.01 s-1 [*Hei23] |
The initial flow stress decreases during hot forming processes in dwell times due to SRX. The concept of effective strain according to Ouchi [Ouc80] allows for this consideration in the plasticity description, by reducing the strain during each dwell time, based on the respective local SRX fraction. Corresponding flow curves were recorded in double compression tests (Fig. 2).
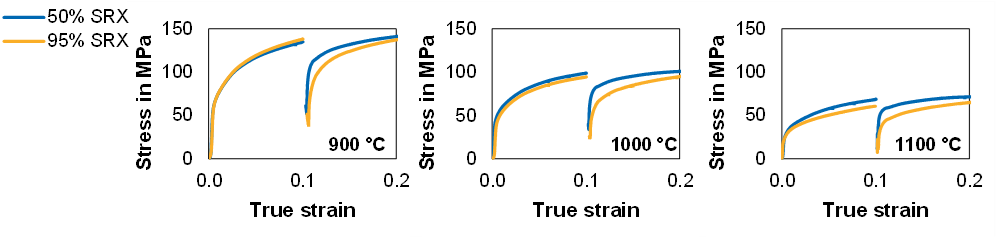 |
| Fig. 2: Stress-strain curves of double compression tests at 900 °C, 1000 °C and 1100 °C at a true strain rate of 0.1 s-1 |
The dwell times between the compression steps were chosen based on the formerly determined recrystallization kinetics, ensuring that 50% and 95% of the microstructure are recrystallized at the time of the second compression. The double compression tests simultaneously serve as an assessment of the recrystallization kinetics using the JMAK approach, as the reduction in flow stress allows determining the proportion of the softened microstructure. Ouchi's approach generally provides a more conservative estimation of the recrystallized volume fraction compared to the JMAK approach. For instance, at 900 °C, after a downtime corresponding to 50% SRX according to JMAK, Ouchi estimates a recrystallized volume fraction of 45%.
Influence of static recrystallization on damage evolution (WP3)
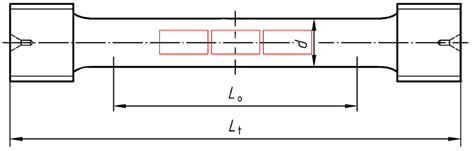
To assess the influence of recrystallization on damage evolution during hot deformation under compressive stress states, single-stage compression tests were conducted in a dilatometer, analogue to the stress relaxation tests. Double compression tests were employed, with the first forming stage at 600 °C to induce damage and the second forming stage at 900 °C to facilitate recrystallization. These test trials revealed that elevating the initial damage level within the samples was necessary to effectively investigate the impact of static recrystallization on void area fraction (VAF). The initial VAF increase from 0.0023% to 0.0029% in the first compression step was equalized in the second compression step, even with immediate quenching after the second compression and no subsequent recrystallization. This indicates that the compressive stress state itself leads to the majority of damage reduction. To address this challenge, round-bar specimens were prepared from rod material. Tensile tests were performed on the Zwick Z100 tensile testing machine at room temperature until uniform elongation. Until uniform elongation, the specimen does not neck in uniaxial tensile testing, and deformation occurs homogeneously. Thus, a homogeneous damage development in the initial gauge length region can be assumed. Tensile tests were conducted at a strain rate of 0.01 s-1 up to a total strain of 12% and increased the initial VAF to 0.0050%. Fig. 3 shows the sketch of a tensile test sample with the extraction positions for the compression samples within the uniform elongation region.
 |
|
Fig. 3: Samples from tensile test samples deformed up to uniform elongation |
Using these samples, hot compression tests at 900 °C and 1100 °C were conducted at a strain rate of 0.1 s-1 since forging tests are planned to be conducted at this strain rate. Dwell times were selected according to the calculated recrystallization kinetics, aiming to achieve recrystallized volume fractions of 50% and 95%. Temperature selection considered a substantial temperature difference and a slower rate of recrystallization at lower temperatures to ensure two distinct recrystallized volume fractions, even if recrystallization might persist briefly during quenching.
 |
|
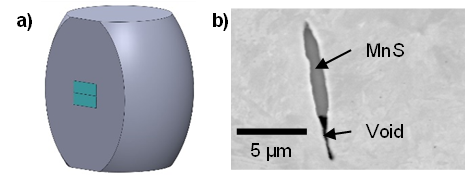
Fig. 4: a) Position of measurement fields in compression sample |
The characterization of damage, aimed at quantifying the number and size of voids, was conducted through scanning electron microscopy (SEM) and (energy dispersive X-ray spectroscopy) EDX by B04 as described in the method by [Her20]. In Fig. 4b), the backscattered electron image of a MnS inclusion and void from a compression sample at 900 °C, is depicted. As schematically shown in Fig. 4a), the measurement fields were positioned at half the height of the compression samples and 1 mm below the surface, considering the bulging zone as the region of highest expected damage. Two adjacent measurement fields resulted in a total analyzed area of 3 mm².
 |
|
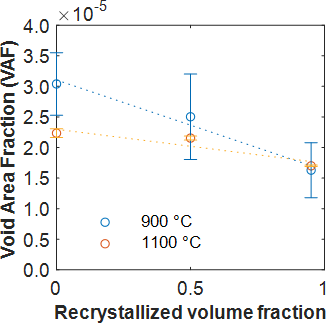
Fig. 5: Void Area Fraction as function of recrystallized volume fraction after hot compression [*Hei23] |
As illustrated in Fig. 5, the void area fraction (VAF) exhibits a decreasing trend with an increasing recrystallized volume fraction. The slope of the linear regression curve is temperature-dependent. At the higher annealing temperature of 1100 °C, a total of 407 voids were observed in the samples with 0% recrystallized volume fraction, compared to 499 voids in the sample annealed at 900 °C. This suggests that the phase transformation of the ferritic-perlitic microstructure to austenite during the heating and homogenization process prior to deformation contributes to damage reduction. Furthermore, the higher temperature of 1100 °C results in a lower flow stress compared to 900 °C, facilitating void closure during compression, as previously demonstrated for dynamic recrystallization in [Imr20a]. The distinct void quantities in non-recrystallized samples lead to a higher impact of static recrystallization (SRX) at 900 °C, resulting in nearly a 50% decrease in VAF compared to a 25% decrease at 1100 °C. The varying magnitudes of standard deviations can be attributed to the few larger voids at 900 °C, potentially causing an uneven distribution of voids over the two measurement areas.
The void size distributions in Fig. 6 provide a closer insight into the damage evolution during the recrystallization process. At 900 °C, the number of voids remains nearly constant between 50% and 95% recrystallized volume fractions. The void size distribution shifts towards smaller void sizes, indicating that existing voids decrease in size and can be closed through static recrystallization. At 1100 °C, the shift towards smaller void sizes is less significant, but the relative proportion of small voids up to a void area of 0.132 µm² increases with progressing recrystallization from 60% to 74%. The decrease in VAF with progressing recrystallized volume fraction and the shift in the void size distribution to smaller voids demonstrate that SRX can lead to the closure and possibly healing of voids. The investigation of void closure, meaning a reduction of the void volume to zero, and healing, meaning a bonding and dissolution of internal void interfaces, is subject of the third funding period. The positive effects of SRX can be used in process design to produce components with a recrystallized microstructure exhibiting lower levels of damage compared to components directly quenched after the forming step. Further detailed insights into VAF numbers and void size distribution are provided in [*Hei23].
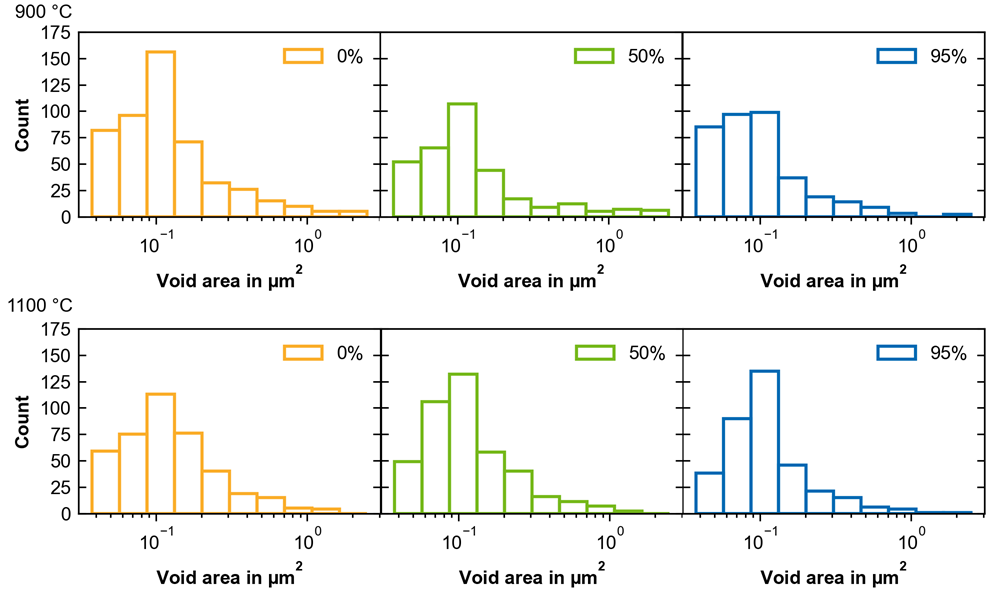 |
| Fig. 6: Void size distribution after 0%, 50% and 95% recrystallization at 900 and 1100 °C [*Hei23] |
Extension of GTN Model
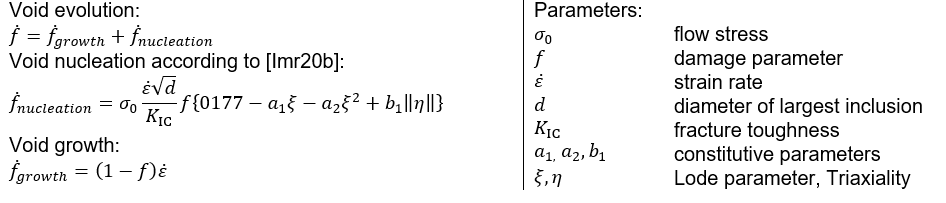
The GTN model has been extended, as previously described: In the first funding period, void nucleation, according to [Imr20b], was adjusted as depicted in Table 1. In the second funding period, the term describing void growth in the GTN model was further modified based on investigations into the influence of static recrystallization. The results from the compression tests reveal a dependence of void growth on recrystallized volume fraction and temperature, leading to the formulation of the following term:
![]()
With the assumption according to the results, the linear relationship between recrystallized void volume fraction and void area fraction leads to
![]()
In this formula, m represents the slope and is dependent on temperature. The determination of the temperature dependence is based on linear regression. XSRX denotes the recrystallized volume fraction and is implemented in the user subroutine according to the JMAK kinetics.
Within the user subroutine, solution-dependent state variables (SDVs) are employed. These variables serve to temporarily store solution-dependent values. Their quantity and initial values are specified in the simulation's input file in the material definition section. Upon completion of the simulation, the SDVs can be visualized in Abaqus/Viewer. New SDVs are implemented for both the recrystallized volume fraction and the novel term describing void growth.
Table 1: Model Equations of the GTN Model
Design of damage-controlled process for die forging with an intermediate stage geometry (WP2, WP4, WP5)
The first funding period has revealed that a lower strain rate during hot forming steps leads to a more pronounced DRX and reduces damage. At the same time, work pieces cool down during slow forming processes under non-isothermal conditions, as commonly encountered in the industry. The cooling of work pieces results in an increase in flow stress, negatively impacting damage development. Hence, the influence of strain rate on DRX and damage evolution in compression tests must be investigated. Non-isothermal compression tests were conducted using sample sizes closely resembling forging samples, with a diameter of 50 mm and a height of 75 mm, on the servo-hydraulic testing machine P0ZN from the Schenk Company.
The samples were heated in the furnace for 20 minutes at 1000°C or 1150°C and immediately transferred to the press. Graphite foil was employed as a lubricant to reduce friction. The samples were compressed up to a true strain of 0.8, equivalent to a deformation of 40%. Press speeds were set at 5 mm/s and 50 mm/s. After deformation, the samples were quenched directly in a water bath to prevent static recrystallization.
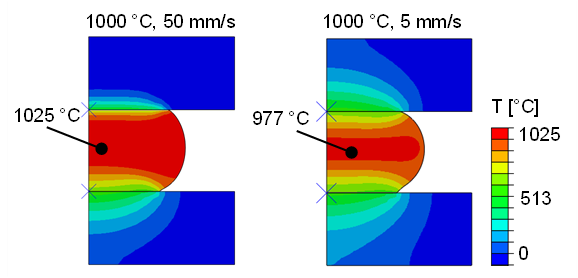 |
| Fig. 7: Simulated temperature distribution at 1000 °C forming temperature and press speeds of 50 mm/s and 5 mm/s |
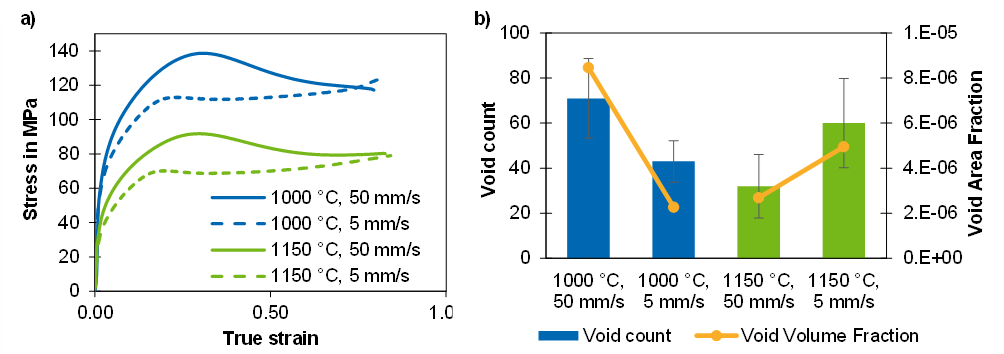
Additionally, the temperature development during the process was simulated, accounting for temperature loss through radiation when transferring the sample from the furnace to the press and heat transfer to the press bottom when applying the graphite foil. The simulation result is shown in Fig. 7, depicting the simulated temperature distribution at high and low press speeds at 1000°C. It is evident that the slower press speed, leads to cooling of the sample. However, stress-strain curves (Fig. 9a) from recorded force-displacement profiles still show higher stresses at the higher press speed. Electron backscatter diffraction (EBSD) measurements, conducted in collaboration with B04, suggest a higher DRX fraction with the slower process. The investigation of damage using scanning SEM and EDX following a similar approach as in the examination of damage after static recrystallization in WP3 yields inconclusive results. This is due to the low number of measured voids, ranging from 32 voids at 1150°C to 71 voids at 1000°C and a press speed of 50 mm/s. As shown in Fig. 9b) at lower temperatures, a trend emerges indicating that lower press speeds lead to a smaller VAF, whereas at higher temperatures, this effect appears to be reversed.
 |
|
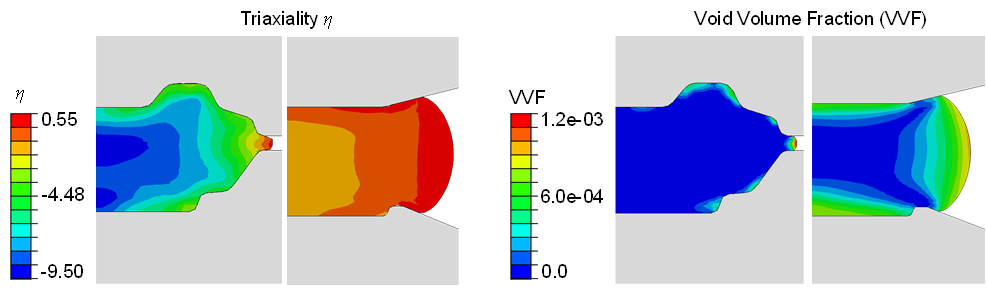
Fig. 8: FE-simulations of triaxiality and void volume fraction in different die geometries |
 |
|
Fig. 9: a) Stress-strain curves and b) damage evolution depending on temperature and press speed in non-isothermal compression tests |
For the die forging experiments, two distinct die geometries were designed with the objective of investigating the impact of low and high triaxiality on damage development. In designing the dies, the three fundamental operations of upsetting, widening, and drafting, which occur during die forging, were taken into account. To identify suitable geometries, a 2D axisymmetric process model was developed based on die forging tests on the hydraulic forging press by SMS Group using an existing forging die and implemented in Abaqus. In the initial phase of calibration and validation of this process simulation, the use of the damage model was initially deferred. The resulting geometries are depicted in Fig. 8. The die with low triaxiality exhibits a nearly closed geometry, while an open die geometry is necessary to achieve high triaxiality.
Numerical investigations employing the extended GTN damage model reveal that expected damage levels are low in both cases, especially when triaxiality is strongly negative. The numerical modeling with the damage model is intended to be calibrated in die forging experiments throughout the project's completion.
In addition to damage, the mechanical properties of forged components are significantly influenced by their microstructure. For this reason, the microstructure evolution during static recrystallization is currently being investigated. For this purpose Simple semi-empirical equations according to [Loh14] are employed, to enable an offline post processing. In a final step, in collaboration with C05, an optimized die geometry will be designed with a focus on damage reduction and fine-grained microstructure.
Cited literature
| [Avr39] |
Avrami, M., 1939. Kinetics of Phase Change. I General Theory. The Journal of Chemical Physics, 7(12), pp.1103–1112, DOI: 10.1063/1.1750380. |
| [Bea08] |
Beardsmore, D.W., Wilkes, M.A., Shterenlikht, A, 2006. An Implementation of the Gurson-Tvergaard-Needleman Plasticity Model for ABAQUS Standard Using a Trust Region Method. In: Proceedings of the ASME 2006 Pressure Vessels and Piping/ICPVT-11 Conference 6, pp. 615-623, DOI: 10.1115/PVP2006-ICPVT-11-93561. |
| [Her20] |
Hering, O., Dunlap, A., Tekkaya, A.E., Aretz, A., Schwedt, A., 2020. Characterization of damage in forward rod extruded parts. International Journal of Material Forming, 13(6), pp. 1003-1014, DOI: 10.1007/s12289-019-01525-z. |
| [Imr20a] | Imran, M., Szyndler, J., Afzal, M.J., Bambach, M., 2020. Dynamic recrystallization-dependent damage modeling during hot forming. International Journal of Damage Mechanics, 29(2), pp. 335-363, DOI: 10.1177/105678951984847. |
| [Imr20b] |
Imran, M., Afzal, M.J., Buhl, J., Bambach, M., Dunlap, A., Schwedt, A., Aretz, A., Wang, S., Lohmar, J., Hirt, G., 2020. Evaluation of process-induced damage based on dynamic recrystallization during hot caliber rolling. Production Engineering 14 (1), pp. 5-16, DOI: 10.1007/s11740-019-00932-0. |
| [Joh39] |
Johnson, W.A., Mehl, R.F., 1939. Reaction Kinetics in Processes of Nucleation and Growth. Transactions of the American Institute of Mining and Metallurgical Engineers, 135 (8), pp. 416–442. |
| [Kar95] |
Karjalainen, L.P., 1995. Stress relaxation method for investigation of softening kinetics in hot de-formed steels. Materials Science and Technology, 11(6), pp. 557–565, DOI: 10.1179/mst.1995.11.6.557. |
| [Kol37] |
Kolmogorov, A., 1937. On the Statistical Theory of Crystallization of Metals [in Russian]. Izv. Akad. Nauk SSSR Ser. Mat., 1(3), pp. 355–359. |
| [Loh14] |
Lohmar, J., Bambach, M., Hirt, G., 2014. Comparison of Semi-empirical and Dislocation Density based Material Equations for Fast Modeling of Multistage Hot Working of Steel. Procedia Engineering, 81, pp. 268-273, DOI: 10.1016/j.proeng.2014.09.162. |
| [Ouc80] |
Ouchi, C., Okita, T., Ichihara, T., Ueno, Y., 1980. Hot deformation strength of austenite during controlled rolling in a plate mill. Transactions of the Iron and Steel Institute of Japan, 20(12), pp. 833-841 |
| [*Hei23] |
Heiser, A., Gerlach, J., Bailly, D., Hirt, G., 2023. Investigation of the Influence of Static Recrystallization on Void Evolution After Hot Compression Forming. In: Production at the Leading Edge of Technology. Lecture Notes in Production Engineering, pp. 335-344, DOI: 10.1007/978-3-031-47394-4_33. |