Summary
The aim of A08 is to efficiently process microstructures through thermomechanical treatments of semi-finished products that are characterized by low damage accumulation in the subsequent cold forming steps of component manufacturing. After B02 and B05 had shown through experimental and numerical investigations in the 1st and 2nd funding periods that the occurrence of banded structures of martensite in DP800 steel leads to early damage initiation and rapid damage accumulation, A08 pursued the approach of suppressing the occurrence of these band-shaped martensite structures through thermomechanical processes for semi-finished products. The experimental investigations carried out were based on the hypothesis that the occurrence of the martensite bands is closely linked to segregation and element partitioning effects, primarily of the elements Mn and C. A08 was able to show that replacing the slow cooling after hot rolling by accelerated cooling will suppress the undesired element partitioning on the cost of creating a fully martensitic microstructure after hot rolling. Further studies revealed that despite of the high strength and low ductility of martensite, cold rolling as well as the subsequent adjustment of a DP microstructure were still possible. The material produced in the new route was nearly free from banded martensite and it even showed possibilities for the reduction of damage during cold rolling and increased mechanical properties compared to the conventional route. For example, the fracture strain in tensile tests could be increased by approximately 80%, which indicates an increased damage tolerance. Regarding the case hardening steel 16MnCrS5, it was shown that ductile damage is mainly triggered due to fracture of the MnS inclusions, leading to insufficient degrees of freedom to adjust the damage tolerance through tailoring the thermomechanical processing. With plenty of possibilities remaining for the DP steel, 16MnCrS5 will therefore not be further investigated. The main goal of the 3rd funding period lays in the further enhancement of the new route with focus on the intercritical annealing to adjust the DP microstructure. Starting on the dilatometer level with comparably small specimens and precisely controlled heating, forming and cooling conditions, the influence of the heating rate, the holding temperature, the holding time and the final cooling rate on the resulting DP microstructure and its corresponding damage tolerance is to be investigated. It is expected that further grain refinement can be achieved, which benefits damage tolerance, and that the presence of banded morphologies of martensite and ferrite can be prevented. Since the mechanical contrast between these two phases is comparably high, a less heterogeneous microstructure is expected to show enhanced damage tolerance. In the next step, the further improved microstructures are to be characterised about their resulting local and global formability using suitable laboratory scale experiments. The resulting sheet material is passed on to the sheet metal forming projects in order to be able to investigate and understand the behaviour of the more damage-tolerant microstructures in the real forming process and component deployment. The procedure is also to be transferred to two new alloys developed in B06.
Status at the beginning of the second funding period
At the end of the 1st funding period, projects focusing on the impact of process parameters on damage initiation and evolution found that bulk hot forming processes only have a small impact on inducing new damage to the material and, moreover, present potential for the healing of pre-existing damage. This is attributed to the high compressive stress triaxialities inherent in investigated hot forming processes such as hot flat rolling and hot caliber rolling. These stresses result in the closure of voids, aided by the elevated temperatures that facilitate recrystallization, leading to the healing of bonded surfaces [*Lie20, *Li20]. In contrast, studies on cold forming processes revealed the potential induction of ductile damage to the material, depending on the specific process parameters.This is due to the changed deformation kinematics at lower temperatures,, leading to more void initiation and growth. In the 2nd funding period, project A08 was introduced to investigate and develop damage-tolerant microstructures aimed at reducing ductile damage induced during cold forming. A08 serves as a crucial link between hot forming processes, employed for microstructure setting, and subsequent cold forming, providing strategies for damage control throughout the entire process chain.
Investigation of achievable microstructural variation (WPs 1 + 2 + 4)
One initial objective of the project was to investigate the achievable microstructural variations (including damage) for both 16MnCrS5 and DP800 steels. The microstructure is adjusted in the process chain through the temperature during hot rolling and primarily by the subsequent cooling to room temperature following, which is why the focus was laid on these steps. It is essential to note that there were no alterations to the material before hot rolling, as the chemical composition of the alloy remained constant. In the next step, the evolution of damage during cold rolling or cold extrusion was to be analyzed using suitable model processes. To establish the applicable temperature profiles for the cooling step after hot rolling, time-temperature transformation diagrams (TTT) were generated utilizing the CALPHAD (Calculation of Phase Diagrams) method through the commercial software JMatPro. These diagrams were employed to formulate temperature profiles consisting out of five distinct steps:
- heating to the austenitic range
- hold temperature for austenitization
- first cooling step
- holding step
- second cooling step to room temperature
It should be noted that the first two steps were kept constant for each material. The cooling conditions were therefore essentially varied in order to specifically adjust the microstructures. A DIL805 forming dilatometer from TA instruments was used to simulate the thermomechanical treatment. This allows precise control of the temperature and the applied strain for any superimposed forming, therefore enabling the creation of a homogeneous microstructure. The focus of the work laid in achieving microstructures containing ferrite, pearlite and bainite or combinations of these. This encompasses the entire spectrum of achievable microstructures, excluding a fully martensitic microstructure for the DP800 base alloy. Achieving a purely martensitic microstructure is impractical due to the extremely high cooling rates necessary, which are not possible in the dilatometer. However, considering the potential advantages of a purely martensitic microstructure attributed to the low mechanical contrast between individual microstructure components, collaborative strategies were devised with project A04 to directly establish a martensitic microstructure in the hot flat rolling modelling process, bypassing the dilatometer stage. The subsequent section elaborates on this work and the insights acquired.
For both steels, the initial heating rate was held constant at 10 K/s for every treatment. The austenitization and homogenization period was also held constant with 60 s at 1200 °C for the DP800 and 90 s at 1100 °C for the 16MnCrS5. The following first cooling was realised with a cooling rate of 10 K/s for each experiment with two optional forming operations taking place. These are a high temperature compression directly after austenitization up to a plastic (equivalent) strain of 0.2 and a second compression at 800 °C with a plastic (equivalent) strain of 0.3 leading to a total plastic (equivalent) strain of 0.5. Both forming operations were executed with a strain rate of 0.5 /s and had the goal to mimick forming steps that would appear in the real hot rolling process. These forming steps increase the dislocation density and therefore facilitate the phase transformations while ensuring a severe grain refinement, which can achieve both an increase in strength and toughness The following holding times for phase transformation as well as the final cooling rate back to room temperature were designed based on the TTT-diagrams in order to achieve the aforementioned microstructures. Every experiment was conducted twice to ensure that failed experiments are always detected.
In total, 72 experiments were carried out leading to a broad variety of microstructures. Each of them was characterized using light optical micrographs (LOM) and hardness measurements. From the micrographs, the present phases, the phase fractions, the phase morphologies as well as the grain sizes were determined, while the hardness measurements were used to get a rough estimation of the mechanical properties. Based on the characterization results, a set of microstructures was picked for each steel for the investigation of the damage tolerance during cold forming. In total, five microstructures were chosen for the DP800 base alloy and three for 16MnCrS5. These microstructures were selected to represent the range of achievable microstructures, from a ferritic-pearlitic microstructure with a high mechanical contrast between the different microstructural components to a purely bainitic microstructure with a lower contrast. The chosen amount of microstructures was lower for 16MnCrS5, since results from project B02 already indicated that ductile damage almost always initiates at the MnS inclusions found in the material, leaving less degrees of freedom for damage tolerant microstructure design [Wol23]. The corresponding data for the needed thermo-mechanical treatment is shown in Table 1.
Table 1: Thermo-mechanical treatments leading to the microstructures selected for further investigation.
|
Material |
Heating step 1 |
Homoge-nization |
Forming step 1 |
Cooling step 1 |
Forming step 2 |
Cooling step 2 |
Holding step 1 |
Cooling step 3 |
Cooling step 4 |
|
DP800 base alloy (1) |
1200 °C 10 K/s |
1200 °C 60 s |
- |
720 °C 10 K/s |
- |
- |
720 °C 200 s |
150 °C 0.01 K/s |
25 °C |
|
DP800 base alloy (2) |
1200 °C 10 K/s |
1200 °C 60 s |
0.2 0.5 /s |
800 °C 10 K/s |
0.5 0.5 /s |
720 °C 10 K/s |
720 °C 200 s |
150 °C 0.01 K/s |
25 °C |
|
DP800 base alloy (3) |
1200 °C 10 K/s |
1200 °C 60 s |
- |
720 °C 10 K/s |
- |
- |
720 °C 3600 s |
150 °C 0.075 K/s |
25 °C |
|
DP800 base alloy (4) |
1200 °C 10 K/s |
1200 °C 60 s |
- |
660 °C 10 K/s |
- |
- |
660 °C 200 s |
150 °C 0.075 K/s |
25 °C |
|
DP800 base alloy (5) |
1200 °C 10 K/s |
1200 °C 60 s |
- |
500 °C 10 K/s |
- |
- |
- |
150 °C 0.1 K/s |
25 °C |
|
16MnCrS5 (1) |
1100 °C 10 K/s |
1100 °C 90 s |
- |
760 °C 10 K/s |
- |
- |
760 °C 200 s |
150 °C 0.075 K/s |
25 °C |
|
16MnCrS5 (2) |
1100 °C 10 K/s |
1100 °C 90 s |
0.2 0.5 /s |
800 °C 10 K/s |
0.5 0.5 /s |
760 °C 10 K/s |
760 °C 200 s |
150 °C 0.075 K/s |
25 °C |
|
16MnCrS5 (3) |
1100 °C 10 K/s |
1100 °C 90 s |
- |
500 °C 10 K/s |
- |
- |
500 °C 60 s |
150 °C 0.1 K/s |
25 °C |
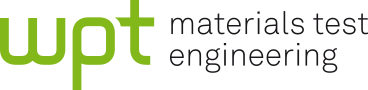
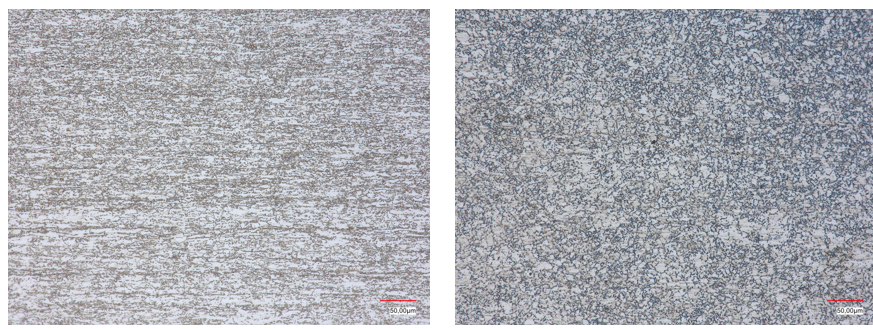
Light-optical micrographs for the chosen microstructures are depicted in Fig. 1. The high degree of banding of the ferritic-pearlitic and ferritic-bainitic microstructures is evident in both steel grades. Only by establishing a fully bainitic microstructure, a notable reduction in the degree of banding can be achieved.
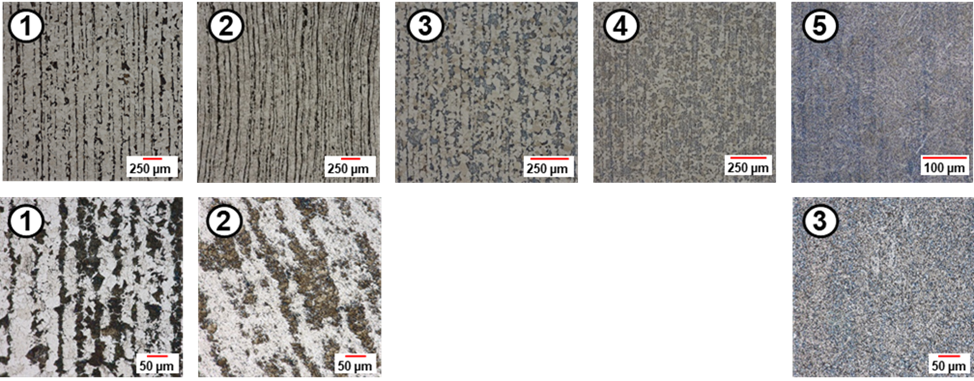
Fig. 1: Selected microstructures for DP800 base alloy (upper row) containing Ferrite-Perlite (1), deformed Ferrite-Perlite (2), Ferrite-Bainite (3), Ferrite-Bainite (4) and Bainite (5).and for 16MnCrS5 (lower row) containing Ferrite-Perlite (1), deformed Ferrite-Perlite (2) and Bainite (3).
Microstructure dependent damage analysis using three-point bending tests (WP’s 3 + 5)
Three-point bending tests were conducted to investigate the microstructure-dependent damage evolution during a cold forming operation, such as cold rolling. The purpose of these tests was not to directly replicate cold rolling but to provide a simple and reproducible model test for a cold forming operation. Additionally, the outer fiber of the bending specimen experiences a plane strain tensile stress state in the sample´s symmetry plane, which is particularly critical for damage behavior. Rectangular bending specimens with a length of 20 mm, a width of 4 mm, and a thickness of 1.8 mm were produced from the heat-treated specimens. These specimens were bend until they reached a bending strain of 14.3% and subsequently analyzed in the SEM by project B02 to compare the microstructure dependent damage evolution. Table 2 presents the ratio of voids to inclusions in the three selected microstructures of 16MnCrS5. Since damage predominantly occurs on inclusions and the number of inclusions is limited, the measured void area ratio is very low. Therefore, the ratio of voids/inclusions serves as a more meaningful measure of damage, indicating the proportion of inclusions where damage occurs. Values higher then 1 can occur since it is frequently observed that multiple voids form on one inclusion.
Table 2: Ratio of pores to inclusions and associated standard deviation of different microstructures of 16MnCrS5. Three measurements each for ferrite-pearlite and bainite, two for deformed ferrite-pearlite
|
Ferrite-Pearlite (1) |
Deformed Ferrite-Pearlite (2) |
Bainite (3) |
|
|
Mean (-) |
0.684 |
0.755 |
1.356 |
|
Standard deviation (-) |
0.127 |
0.241 |
0.174 |
It is evident that the highest damage occurs within a purely bainitic microstructure. This can be attributed to the higher mechanical contrast between the inclusions and bainite compared to the contrast between inclusions and pearlite. This leads to inhomogeneous deformation and, consequently, more damage. As illustrated in Fig. 2, the example on the left shows damage to an inclusion in the fully bainitic microstructure, while the example on the right displays damage to an inclusion in a ferritic-pearlitic microstructure. At higher phase contrast, the inclusion sustains damage in multiple locations, whereas at lower phase contrast, significantly less damage occurs. In the next phase, the results presented here will be validated by upscaling the process and measuring the damage during cold extrusion.
At the time of the application submission, no damage measurements have been available yet for the bending test on the DP800 base alloy. However, it is expected that the higher mechanical contrast in a ferritic-pearlitic microstructure should result in more damage, since it was already shown by B03 that the mechanical contrast is pivotal for the damage behavior in a dual phase microstructure [Tia23]. The pronounced degree of banding in the microstructure also contributes to this. Integrated data science and numerical approaches in the TRR 188 have already demonstrated that band structures of a hard phase have a negative influence on damage [*Feh23, *Bex23].
|
Fig. 2: Exemplary representation of the inclusion-induced damage in a purely bainitic (left) and ferritic-pearlitic (right) microstructure, SEM images |
Martensite route concept (WP 6)
A microstructure of the DP800 base alloy composed entirely of martensite is also considered advantageous in terms of damage tolerance. In particular, the relatively low carbon content prevents too high forces or crack phenomena during subsequent cold rolling. The anticipated benefits stem from the following three hypotheses:
- A lower mechanical contrast among microstructure components compared to a bainitic of ferritic-pearlitic microstructure results in reduced damage during cold forming.
- The increased number of nucleation sites leads to enhanced grain refinement, which has an impact on strength and toughness behavior.
- The formation of band-like structures can be prevented due to a more homogeneous distribution of carbon. This reduction in band-like structures mitigates damage development in sheet metal forming processes such as deep drawing and bending.
Compared to the microstructure variations investigated thus far, two key modifications were implemented. Firstly, the martensitic microstructure was directly generated on the sheet metal scale in collaboration with project A04. This decision was motivated by the limitations of the forming dilatometer in achieving the required cooling rates. Furthermore, intercritical annealing was explicitly examined and tailored for the martensitic microstructure, ensuring a complete DP800 was available by the end. If the upscaling proves successful, the produced material will be provided to projects A05 and A06 at the conclusion of the second and beginning of the third funding period. This extension of the process chain was not planned for the other microstructures in the work plan.
To produce the fully martensitic microstructure, a 3 mm thick, hot-rolled, fully austenitic sheet was quenched in water (for comparison: when setting a ferritic-pearlitic microstructure, the sheet is cooled in the furnace for several hours). This material was then successfully cold rolled, although the rolling forces required were approximately 50% higher than for a ferritic-pearlitic microstructure. Subsequently, in collaboration with project B02, SEM measurements were taken to characterize the damage before and after cold rolling. Hypothesis #1 was that almost no new ductile damage is introduced into the material, as the two central mechanisms of damage initiation are suppressed. The first of these is the interface decohesion between different phases, since harder phases deform less and therefore no homogenous local deformation can be achieved. This mechanism was not expected to take place in the new concept route since the microstructure was set to be fully martensitic and therefore does not contain any critical phase boundaries with a higher property contrast. The second mechanism is the martensite cracking, which takes place when the forming limit of the martensite phase is reached. The higher the carbon content in an alloy is, the harder and therefore less ductile the martensite phase gets. Since the carbon content of the investigated alloy laid at only 0.09 wt.-%, the martensite phase was expected to be comparably soft and therefore ductile enough so that no martensite cracking will take place during cold rolling. In contrast to the new concept route, the conventional route is expected to show the accumulation of ductile damage during cold rolling, since the microstructure here does not contain only one single phase. The presence of rather soft ferrite as well as hard pearlite results in a severe gradient of hardness and therefore local formability, which leads to interface decohesion during forming.
Table 3: Damage measurements (Void volume fraction, %) before and after cold rolling of the fully martensitic microstructure.
|
|
Measurement 1 |
Measurement 2 |
Mean |
|
Before Rolling |
0.044 |
0.04 |
0.042 |
|
After Rolling |
0.045 |
0.025 |
0.035 |
|
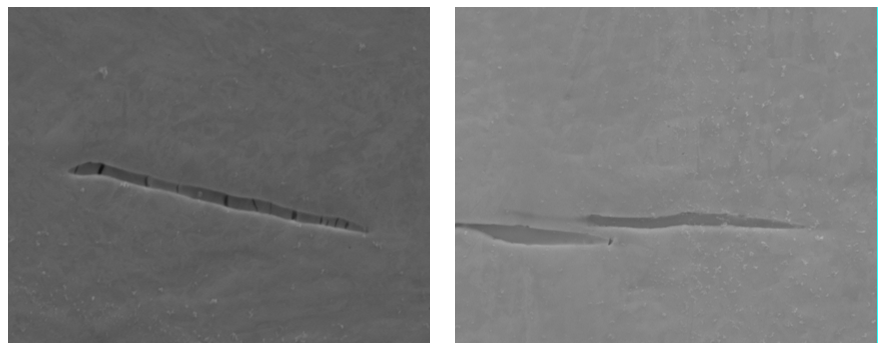
Fig. 3: Void shrinkage observed in a fully martensitic microstructure during cold rolling. Microstructure directly after quenching (left) and after cold rolling before the intercritical annealing (right) |
Table 3 shows the results of the SEM measurements carried out. Measurements were conducted at two different positions on the sheet. On average, there is a 20% reduction in the void area fraction. This supports the hypothesis that no new damage occurs during rolling and that void closure or void shrinkage also occurs (shown as an example in Fig. 4). In the final step, pending measurements should clarify how the development of the damage continues during intercritical annealing and is present in the final DP800 microstructure.
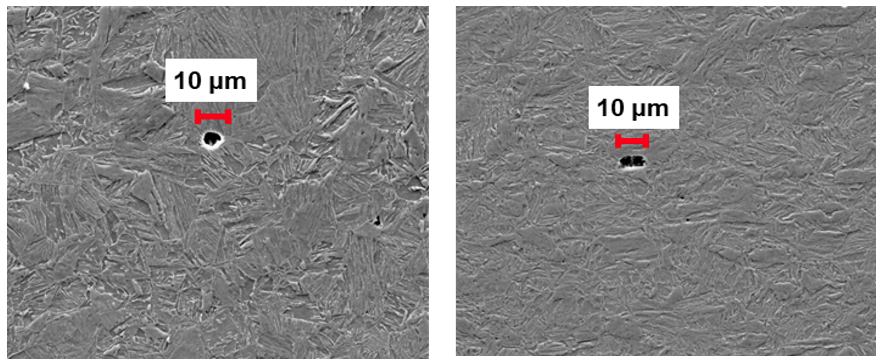
In accordance with hypothesis 2.), the fully martensitic microstructure exhibits an impact on the final DP800 microstructure in the form of a finer-grained matrix. To experimentally verify this hypothesis, the intercritical annealing treatment was tailored to the martensitic microstructure through collaborative efforts between projects A04 and A08. In this regard, both the martensitic and a ferritic-pearlitic microstructure underwent coldrolling with 5 passes, reducing the thickness from 3 to 1.5 mm. Systematic investigations were conducted to ascertain an intercritical annealing temperature of 770°C, in contrast to the 750°C employed for the ferritic-pearlitic microstructure. This adjustment aimed to achieve a strength level of 800MPa, thereby realizing DP800 nominal properties. The outcome of this adaptation manifests in a significantly reduced grain size and a reduced degree of banding (see Fig. 4), while maintaining the same strength compared to the DP800 produced from the ferritic-pearlitic microstructure in project A04.
 |
|
|
Fig. 4: Final DP800 microstructures produced based on a ferritic-pearlitic (left) and martensitic (right) initial microstructure. The grain refinement and the reduced degree of banding can be clearly seen. |
|
The distinction is also apparent in the mechanical characteristics, notably in the form of an increased impact toughness while maintaining the same strength. As depicted in Fig. 5, tensile tests were conducted on the final DP800 steel grades, with specimens oriented in the rolling direction. Despite nearly identical strength of the required 800 MPa, a notable 25.5% increase in the average failure strain is observed. This increase serves as an indicator of the material's better local formability, signifying enhanced damage tolerance during the forming process. Preliminary bending tests conducted in project A05 additionally reveal an elevated forming capacity in comparison to the industrial-grade material. To obtain an initial assessment of the material's performance, impact tensile tests were executed following the methodology outlined in [*Feh24]. These tests unveiled an average 11.5% higher energy absorption in DP800 from the martensite route compared to DP800 from the ferrite-pearlite route. To delve deeper into the understanding of damage during the forming process, sheets produced from the martensitic microstructure are being supplied to projects A05 and A06 by the conclusion of the second funding period. This collaboration aims to understand the material's behavior during the forming process and its subsequent performance.
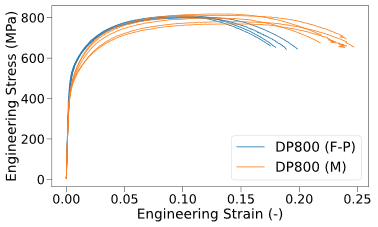
Fig. 5: Tensile test results for DP800 based on a ferritic-pearlitic (left) and martensitic (right) microstructure after hot rolling.
Conclusion
In the second funding period, studies were carried out to investigate the effects of different initial microstructures after hot forming (hot flat and hot caliber rolling) on damage during subsequent cold forming. For the steel 16MnCrS5, different damage values could be detected depending on the microstructures, which is essentially defined by the hardness contrast between the MnS inclusions and the surrounding matrix. However, since the damage in 16MnCrS5 initiates only at the MnS inclusions, the degrees of freedom for damage-tolerant microstructure design is limited here.
In the case of DP800, it was possible to achieve lower damage during cold rolling by using a completely martensitic microstructure after hot rolling. This “martensite route” also leads to an improved damage tolerance of the final DP800. In the following third funding period, the damage of the final DP800 during forming and the associated local formability [She21, She22] of the martensite route and other microstructures will be investigated. This will extend the understanding of damage evolution in the process chain under consideration.
Literature cited in the text:
|
[Tia23] |
Tian, C., Kusche, C.F., Medina, A., Lee, S., Wollenweber, M.A., Pippan, R., Korte-Kerzel, S., Kirchlechner, C.: Understanding the damage initiation and growth mechanisms of two DP800 dual phase grades, Materials & Design, 238 (2024), ISSN 0264-1275, DOI: 10.1016/j.matdes.2024.112630 |
|
[Wol23] |
Wollenweber, M.A., Medghalchi, S., Guimares, L.R., Lohrey, N., Kusche, C.F., Kerzel, U., Al-Samman, T., Korte-Kerzel, S.: On the damage behaviour in dual-phase DP800 steel deformed in single and combined strain paths, Materials & Design, 231 (2023), DOI: 10.1016/j.matdes.2023.112016 |
|
[Cal10]] |
Calcagnotto, M., Ponge, D., Raabe, D.: Effect of grain refinement to 1µm on strength and toughness of dual phase steels, Material Science and Engineering: A, 527 (2010), 29-30, pp.7832-7840, DOI: 10.1016/j.msea.2010.08.062 |
Project- and subject-related list of publications
|
[*Lie20] |
Liebsch, C., Li, X., Lohmar, J., Hirt, G.: Influence of process conditions and pore morphology on the closure rates of pores in hot rolling of steel, NUMIFORM 2019: The 13th International Conference on Numerical Methods in Industrial Forming Processes : proceedings : Portsmouth, New Hampshire, USA, June (2019), pp. 271-274, DOI: 10.48550/arXiv.2005.08019 |
|
[*Püt22] |
Pütz F., Fehlemann N., Göksu V., Henrich M., Könemann M., Münstermann S.: A data driven computational microstructure analysis on the influence of martensite banding on damage in DP-steels, Computational Materials Science, Vol. 218 (2022), 111903, DOI: 10.1016/j.commatsci.2022.111903. |
|
[*Feh23] |
Fehlemann N., Suarez Aguilera A.L., Sandfeld S., Bexter F., Neite M., Lenz D., Könemann M., Münstermann S.: Identification of martensite bands in dual-phase steels: A deep learning object detection approach using faster region-based-convolutional neural network, Steel research International, 94 (2023), 2200836, DOI: 10.1002/srin.202200836. |
|
[*Li20] |
Li, X., Liebsch, C., Hirt, G., Lohmar, J.: Modelling of void healing in hot rolling due to recrystallization. In: Production Engineering 14 (1) (2020), S. 43–52. DOI: 10.1007/s11740-019-00938-8 |
|
[*She21] |
Shen, F., Wang, H., Liu, Z., Liu. W., Könemann, M., Yuan, G., Wang, G., Münstermann, S., Lian, J.: Local formability of medium-Mn steel, Journal of Materials Processing Technology. Vol. 299 (2021), pp. 117368, DOI: 10.1016/j.jmatprotec.2021.117368. |
|
[*She22] |
Shen, F., Wang, H., Xu, H., Liu, W., Münstermann, S., Lian, J.: Local Formability of Different Advanced High Strength Steels, Key Engineering Materials, Vol. 926 (2022), pp. 917-925, DOI: 10.4028/pdds916. |
|
[*Feh24] |
Fehlemann, N., Czempas, D., Könemann, M., Lenz, D., Hirt, G., Münstermann, S.: Investigation of Damage-Controlling Process-Parameters During Cold Rolling on the Impact Toughness of DP800 Steel Under Crash Loading Stress States, Proceedings of the 14th International Conference on the Technology of Plasticity - Current Trends in the Technology of Plasticity (2024), pp. 232-242, DOI: 10.1007/978-3-031-42093-1_23 |